 填料箱盖加工工序卡
填料箱盖加工工序卡

《填料箱盖加工工序卡》由会员分享,可在线阅读,更多相关《填料箱盖加工工序卡(17页珍藏版)》请在装配图网上搜索。
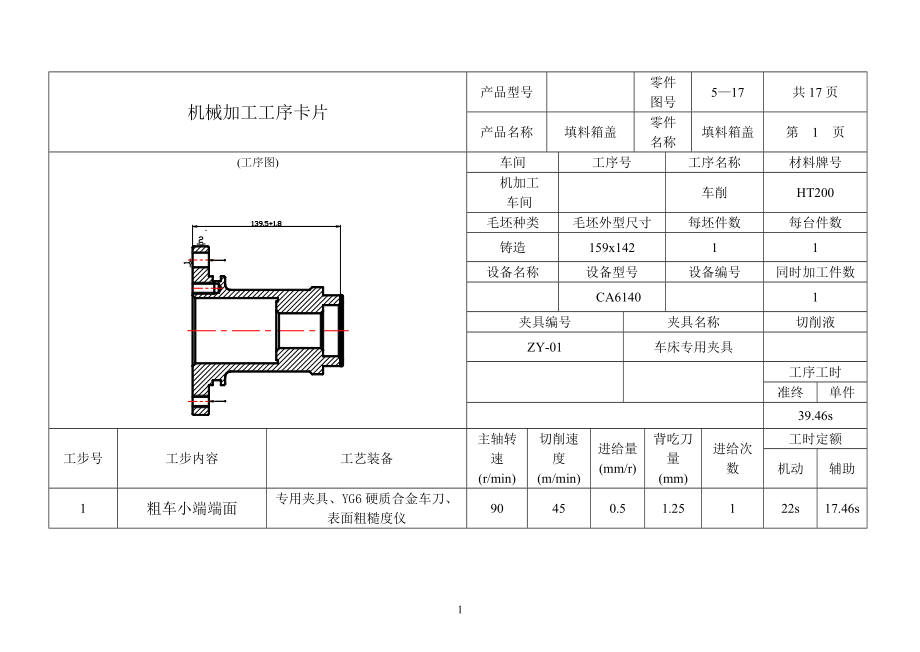
1、 机械加工工序卡片 产品型号 零件 图号 5—17 共17页 产品名称 填料箱盖 零件 名称 填料箱盖 第 1 页 (工序图) 车间 工序号 工序名称 材料牌号 机加工 车间 车削 HT200 毛坯种类 毛坯外型尺寸 每坯件数 每台件数 铸造 159x142 1 1 设备名称 设备型号 设备编号 同时加工件数 CA6140 1 夹具编号 夹具名称 切削液 ZY-01 车床专用夹具 工序工时 准终 单件 39.46s
2、 工步号 工步内容 工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给次数 工时定额 机动 辅助 1 粗车小端端面 专用夹具、YG6硬质合金车刀、 表面粗糙度仪 90 45 0.5 1.25 1 22s 17.46s 机械加工工序卡片 产品型号 零件 图号 5—17 共17页 产品名称 填料箱盖 零件 名称 填料箱盖 第 2 页 (工序图) 车间 工序号 工序名称 材料牌号 机加工 车间
3、 车削 HT200 毛坯种类 毛坯外型尺寸 每坯件数 每台件数 铸造 159x142 1 1 设备名称 设备型号 设备编号 同时加工件数 CA6140 1 夹具编号 夹具名称 切削液 ZY-01 车床专用夹具 工序工时 准终 单件 20.96s 工步号 工步内容 工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给次数 工时定额 机动 辅助 2 粗车φ65外圆 专用夹具、YG6硬质合金车刀、 游标卡尺、表面粗糙度仪 90 4
4、5 0.65 1 1 20.5s 0.46s 机械加工工序卡片 产品型号 零件 图号 5—17 共17页 产品名称 填料箱盖 零件 名称 填料箱盖 第 3 页 (工序图) 车间 工序号 工序名称 材料牌号 机加工 车间 车削 HT200 毛坯种类 毛坯外型尺寸 每坯件数 每台件数 铸造 159x142 1 1 设备名称 设备型号 设备编号 同时加工件数 CA6140 1 夹具编号 夹具名称 切削液 ZY-01 车床专用夹具
5、 工序工时 准终 单件 22.46s 工步号 工步内容 工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给次数 工时定额 机动 辅助 3 粗车台阶面 专用夹具、YG6硬质合金车刀、 游标卡尺、表面粗糙度仪 90 45 0.52 1 2 22s 0.46s 机械加工工序卡片 产品型号 零件 图号 5—17 共17页 产品名称 填料箱盖 零件 名称 填料箱盖 第 4 页 (工序图) 车间
6、工序号 工序名称 材料牌号 机加工 车间 车削 HT200 毛坯种类 毛坯外型尺寸 每坯件数 每台件数 铸造 159x142 1 1 设备名称 设备型号 设备编号 同时加工件数 CA6140 1 夹具编号 夹具名称 切削液 ZY-01 车床专用夹具 工序工时 准终 单件 52.5s 工步号 工步内容 工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给次数 工时定额 机动 辅助 4 粗镗φ47内孔 专用夹具、YG6硬质
7、合金镗刀、 内径百分表、表面粗糙度仪 330 49 0.20 2 1 21s 31.5s 机械加工工序卡片 产品型号 零件 图号 5—17 共17页 产品名称 填料箱盖 零件 名称 填料箱盖 第 5 页 (工序图) 车间 工序号 工序名称 材料牌号 机加工 车间 车削 HT200 毛坯种类 毛坯外型尺寸 每坯件数 每台件数 铸造 159x142 1 1 设备名称 设备型号 设备编号 同时加工件数 CK6140 1 夹具编号 夹具名称
8、 切削液 ZY-01 车床专用夹具 工序工时 准终 单件 28s 工步号 工步内容 工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给次数 工时定额 机动 辅助 5 粗镗φ37内孔 专用夹具、YG6硬质合金镗刀、 内径百分表、表面粗糙度仪 420 49 0.20 2 1 21s 7s 机械加工工序卡片 产品型号 零件 图号 5—17 共17页 产品名称 填料箱盖 零件 名称 填料箱盖 第 6 页 (工序图)
9、 车间 工序号 工序名称 材料牌号 机加工 车间 车削 HT200 毛坯种类 毛坯外型尺寸 每坯件数 每台件数 铸造 159x142 1 1 设备名称 设备型号 设备编号 同时加工件数 CA6140 1 夹具编号 夹具名称 切削液 ZY-04 车床专用夹具 工序工时 准终 单件 55s 工步号 工步内容 工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给次数 工时定额 机动 辅助 6
10、 粗精车大端面 专用夹具、YG6硬质合金车刀、 游标卡尺、表面粗糙度仪 120 35 0.65 1.25 1 22s 33s 机械加工工序卡片 产品型号 零件 图号 5—17 共17页 产品名称 填料箱盖 零件 名称 填料箱盖 第 7 页 (工序图) 车间 工序号 工序名称 材料牌号 机加工 车间 车削 HT200 毛坯种类 毛坯外型尺寸 每坯件数 每台件数 铸造 159x142 1 1 设备名称 设备型号 设备编号 同时加工件数 CA
11、6140 1 夹具编号 夹具名称 切削液 ZY-04 车床专用夹具 工序工时 准终 单件 35.46s 工步号 工步内容 工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给次数 工时定额 机动 辅助 7 车外圆保证φ 专用夹具、YG6硬质合金车刀、 游标卡尺、表面粗糙度仪 120 46 0.65 1.5 1 18s 17.46s 机械加工工序卡片 产品型号 零件 图号 5—17 共17页 产品名称 填料箱盖 零件 名称
12、填料箱盖 第 8 页 (工序图) 车间 工序号 工序名称 材料牌号 机加工 车间 车削 HT200 毛坯种类 毛坯外型尺寸 每坯件数 每台件数 铸造 159x142 1 1 设备名称 设备型号 设备编号 同时加工件数 CA6140 1 夹具编号 夹具名称 切削液 ZY-04 车床专用夹具 工序工时 准终 单件 35s 工步号 工步内容 工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量
13、 (mm) 进给次数 工时定额 机动 辅助 8 车台阶、车环槽 专用夹具、YG6硬质合金车刀、 游标卡尺、表面粗糙度仪 480 151 0.2 2 1 30s 5s 机械加工工序卡片 产品型号 零件 图号 5—17 共17页 产品名称 填料箱盖 零件 名称 填料箱盖 第 15 页 (工序图) 车间 工序号 工序名称 材料牌号 机加工 车间 车削 HT200 毛坯种类 毛坯外型尺寸 每坯件数 每台件数 铸造 159x142 1 1 设备名称
14、 设备型号 设备编号 同时加工件数 CA6140 1 夹具编号 夹具名称 切削液 ZY-04 车床专用夹具 工序工时 准终 单件 37s 工步号 工步内容 工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给次数 工时定额 机动 辅助 15 精车φ φ 专用夹具、YG6硬质合金车刀、 游标卡尺、表面粗糙度仪 480 151 0.2 1 1 30s 7s 机械加工工序卡片 产品型号 零件 图号 5—17 共17页 产品名称
15、 填料箱盖 零件 名称 填料箱盖 第 9 页 (工序图) 车间 工序号 工序名称 材料牌号 机加工 车间 车削 HT200 毛坯种类 毛坯外型尺寸 每坯件数 每台件数 铸造 159x142 1 1 设备名称 设备型号 设备编号 同时加工件数 CA6140 1 夹具编号 夹具名称 切削液 ZY-04 车床专用夹具 工序工时 准终 单件 45s 工步号 工步内容 工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进
16、给量 (mm/r) 背吃刀量 (mm) 进给次数 工时定额 机动 辅助 9 粗镗φ60内孔 专用夹具、YG8硬质合金切槽刀、 游标卡尺、表面粗糙度仪 760 283 0.1 1 9 30s 15s 机械加工工序卡片 产品型号 零件 图号 5—17 共17页 产品名称 填料箱盖 零件 名称 填料箱盖 第 10 页 (工序图) 车间 工序号 工序名称 材料牌号 机加工 车间 钻削 HT200 毛坯种类 毛坯外型尺寸 每坯件数 每台件数 铸造 15
17、9x142 1 1 设备名称 设备型号 设备编号 同时加工件数 Z203 1 夹具编号 夹具名称 切削液 ZY-02 钻床专用夹具 工序工时 准终 单件 30s 工步号 工步内容 工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给次数 工时定额 机动 辅助 10 钻6-φ13.5小孔 专用夹具、直柄麻花钻 1360 17 0.22 1 12s 18s 机械加工工序卡片 产品型号 零件 图号 5—17 共17页
18、产品名称 填料箱盖 零件 名称 填料箱盖 第 11 页 (工序图) 车间 工序号 工序名称 材料牌号 机加工 车间 钻削 HT200 毛坯种类 毛坯外型尺寸 每坯件数 每台件数 铸造 159x142 1 1 设备名称 设备型号 设备编号 同时加工件数 Z203 1 夹具编号 夹具名称 切削液 ZY-02 钻床专用夹具 工序工时 准终 单件 30s 工步号 工步内容 工艺装备 主轴转速 (r/min) 切削速度 (m/min)
19、 进给量 (mm/r) 背吃刀量 (mm) 进给次数 工时定额 机动 辅助 11 钻M10螺纹孔及攻丝 专用夹具、丝锥 1360 17 0.22 1 12s 18s 机械加工工序卡片 产品型号 零件 图号 5—17 共17页 产品名称 填料箱盖 零件 名称 填料箱盖 第 12 页 (工序图) 车间 工序号 工序名称 材料牌号 机加工 车间 车削 HT200 毛坯种类 毛坯外型尺寸 每坯件数 每台件数 铸造 159x142 1 1 设备
20、名称 设备型号 设备编号 同时加工件数 CA6140 1 夹具编号 夹具名称 切削液 ZY-01 专用夹具 工序工时 准终 单件 28.04s 工步号 工步内容 工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给次数 工时定额 机动 辅助 12 精车φ65外圆 专用夹具、YG8硬质合金镗刀、 游标卡尺、表面粗糙度仪 142 42 0.3 0.75 1 10.58s 17.46 机械加工工序卡片 产品型号 零件 图号 5—
21、17 共17页 产品名称 填料箱盖 零件 名称 填料箱盖 第 13 页 (工序图) 车间 工序号 工序名称 材料牌号 机加工 车间 车削 HT200 毛坯种类 毛坯外型尺寸 每坯件数 每台件数 铸造 159x142 1 1 设备名称 设备型号 设备编号 同时加工件数 CA6140 1 夹具编号 夹具名称 切削液 ZY-01 车床专用夹具 工序工时 准终 单件 73.46s 工步号 工步内容 工艺装备 主轴转速 (r/min)
22、 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给次数 工时定额 机动 辅助 13 精、细镗φ60内孔 专用夹具、YG10硬质合金车刀、 内经百分表、表面粗糙度仪 502.8 48.68 0.2 0.5 1 29s 44.46s 机械加工工序卡片 产品型号 零件 图号 5—17 共17页 产品名称 填料箱盖 零件 名称 填料箱盖 第 14 页 (工序图) 车间 工序号 工序名称 材料牌号 机加工 车间 磨削 HT200
23、毛坯种类 毛坯外型尺寸 每坯件数 每台件数 铸造 159x142 1 1 设备名称 设备型号 设备编号 同时加工件数 立轴矩台 平面磨床 M7232B 1 夹具编号 夹具名称 切削液 ZY-03 磨床专用夹具 亚硝酸钠 工序工时 准终 单件 141.86s 工步号 工步内容 工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给次数 工时定额 机动 辅助 14 磨φ60内孔底面 专用夹具、表面粗糙度仪、20x6x8-A36KV6p-1.0m
24、/s型砂轮 970 60.9 0.017 0.2 1 116.4s 17.46s 机械加工工序卡片 产品型号 零件 图号 5—17 共17页 产品名称 填料箱盖 零件 名称 填料箱盖 第 16 页 (工序图) 车间 工序号 工序名称 材料牌号 机加工 车间 HT200 毛坯种类 毛坯外型尺寸 每坯件数 每台件数 铸造 159x142 1 1 设备名称 设备型号 设备编号 同时加工件数 1 夹具编号 夹具名称 切削液
25、 工序工时 准终 单件 617.86s 工步号 工步内容 工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给次数 工时定额 机动 辅助 16 去毛刺 挫刀、砂轮、砂布 600s 17.46s 机械加工工序卡片 产品型号 零件 图号 5—17 共17页 产品名称 填料箱盖 零件 名称 填料箱盖 第 17 页 (工序图) 车间 工序号 工序名称 材料牌号 机加工 车间 HT200 毛坯种类 毛坯外型尺寸 每坯件数 每台件数 铸造 159x142 1 1 设备名称 设备型号 设备编号 同时加工件数 1 夹具编号 夹具名称 切削液 工序工时 准终 单件 317.86s 工步号 工步内容 工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给次数 工时定额 机动 辅助 17 终检 300s 17.46s 17
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025年水电工程运行维护管理合同示范文本.docx
- 2025年工程勘测设计合同模板.docx
- 2025年区域产品销售代理合同.docx
- 2025年经销商授权合同样本.docx
- 2025年员工住房资金借贷合同.docx
- 2025年轻钢建筑施工合同示例.docx
- 2025年网络推广托管合同.docx
- 2025年简明个人借款正式合同范例.docx
- 2025年房产按揭贷款合同范例.docx
- 2025年技术合同争议调解.docx
- 2025年电子版城市住宅租赁合同范本.docx
- 2025年简易转让合同协议书样本.docx
- 2025年投资顾问服务合同实例.docx
- 2025年经销合同模板.docx
- 2025年工业项目设计合同样本.docx
