《机械加工工艺过程卡片模版》由会员分享,可在线阅读,更多相关《机械加工工艺过程卡片模版(8页珍藏版)》请在装配图网上搜索。
1、机械加工工艺过程卡片
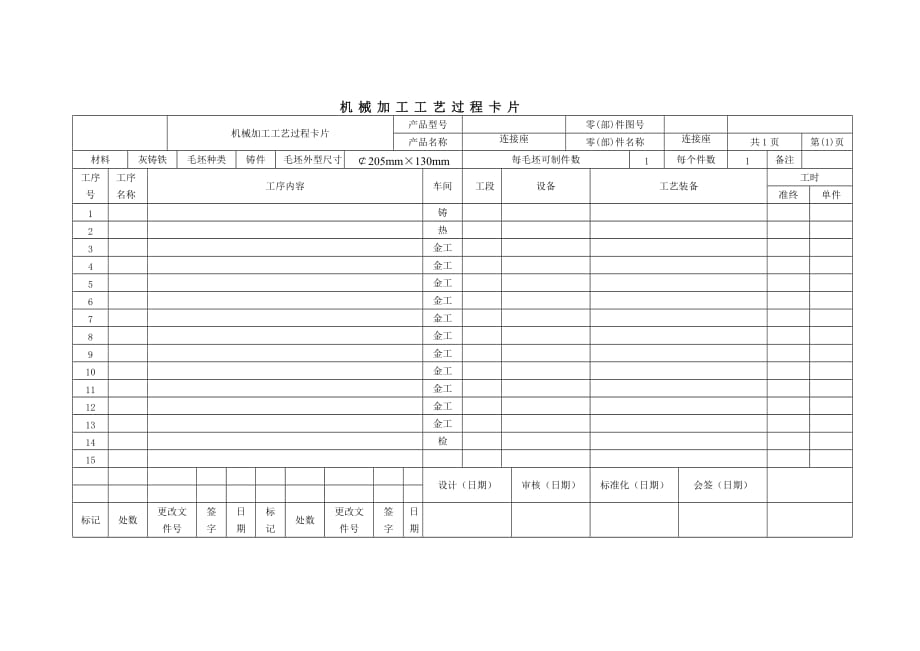
机械加工工艺过程卡片
产品型号
零(部)件图号
产品名称
连接座
零(部)件名称
连接座
共1页
第(1)页
材料
灰铸铁
毛坯种类
铸件
毛坯外型尺寸
¢205mm130mm
每毛坯可制件数
1
每个件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
铸
2
热
3
金工
4
金工
5
金工
2、
6
金工
7
金工
8
金工
9
金工
10
金工
11
金工
12
金工
13
金工
14
检
15
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文
3、件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零(部)件图号
产品名称
联轴器
零(部)件名称
连接座
共(6)页
第(1)页
车间
工序号
工序名称
材料
机加工车间
粗车
HT200
毛坯种类
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单
4、件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
设计(日期)
审核(日期)
标准化(
5、日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零(部)件图号
产品名称
联轴器
零(部)件名称
连接座
共(6)页
第(2)页
车间
工序号
工序名称
材料
粗车
HT200
毛坯种类
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
6、
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
7、
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零(部)件图号
产品名称
联轴器
零(部)件名称
连接座
共(6)页
第(3)页
车间
工序号
工序名称
材料
HT200
毛坯种类
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
8、
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
9、
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零(部)件图号
产品名称
联轴器
零(部)件名称
连接座
共(6)页
第(4)页
车间
工序号
工序名称
材料
HT200
毛坯种类
每毛坯可制件数
每台件数
10、铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
11、
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零(部)件图号
产品名称
联轴器
零(部)件名称
连接座
共(6)页
第(5)页
车间
工序号
工序名称
材料
12、
HT200
毛坯种类
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
13、
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零(部)件图号
产品名称
联轴器
零(部)件名称
连接座
共(6)页
第(
14、6)页
车间
工序号
工序名称
材料
HT200
毛坯种类
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
 机械加工工艺过程卡片模版
机械加工工艺过程卡片模版