《蜗轮减速器箱体机械加工工艺卡》由会员分享,可在线阅读,更多相关《蜗轮减速器箱体机械加工工艺卡(2页珍藏版)》请在装配图网上搜索。
1、
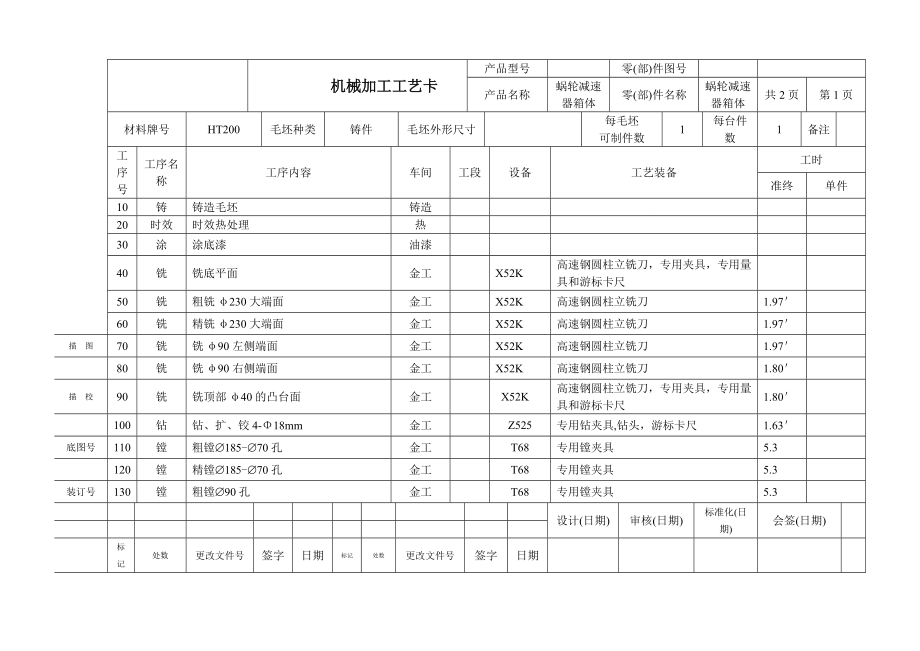
机械加工工艺卡
产品型号
零(部)件图号
产品名称
蜗轮减速器箱体
零(部)件名称
蜗轮减速器箱体
共2页
第1页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每毛坯
可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
10
铸
铸造毛坯
铸造
20
时效
时效热处理
热
30
涂
涂底漆
油漆
40
铣
铣底平面
金工
X
2、52K
高速钢圆柱立铣刀,专用夹具,专用量具和游标卡尺
50
铣
粗铣φ230大端面
金工
X52K
高速钢圆柱立铣刀
1.97'
60
铣
精铣φ230大端面
金工
X52K
高速钢圆柱立铣刀
1.97'
描 图
70
铣
铣φ90左侧端面
金工
X52K
高速钢圆柱立铣刀
1.97'
80
铣
铣φ90右侧端面
金工
X52K
高速钢圆柱立铣刀
1.80'
描 校
90
铣
铣顶部φ40的凸台面
金工
X52K
高速钢圆柱立铣刀,专用夹具,专用量具和游标卡尺
1.
3、80'
100
钻
钻、扩、铰4-Φ18mm
金工
Z525
专用钻夹具,钻头,游标卡尺
1.63'
底图号
110
镗
粗镗Æ185-Æ70孔
金工
T68
专用镗夹具
5.3
120
镗
精镗Æ185-Æ70孔
金工
T68
专用镗夹具
5.3
装订号
130
镗
粗镗Æ90孔
金工
T68
专用镗夹具
5.3
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
4、
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺卡
产品型号
零(部)件图号
产品名称
蜗轮减速器箱体
零(部)件名称
蜗轮减速器箱体
共2页
第2页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每毛坯
可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
140
镗
精镗Æ90孔
金工
T68
专用镗夹具
150
钻
钻孔攻丝3-M10
金工
5、
Z525
专用钻夹具,钻头,游标卡尺
160
钻
钻孔攻丝6-M8
金工
Z525
专用钻夹具,钻头,游标卡尺
170
钻孔攻丝
钻孔攻丝M20螺纹孔
金工
Z525
专用钻夹具莫氏锥柄麻花钻,专用钻夹具,丝锥
5.3
180
钻孔攻丝
钻孔攻丝M14-7H螺纹孔
金工
Z525
专用钻夹具莫氏锥柄麻花钻D=5mm,专用钻夹具,丝锥M6
1.63'
描 图
190
钳
表面去毛刺
钳工
1.63'
200
涂
涂料
1.48'
描 校
210
检
检验入库
检验
游标卡尺0—200、专用的量检具
1.48'
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
 蜗轮减速器箱体机械加工工艺卡
蜗轮减速器箱体机械加工工艺卡