 采煤机右摇臂壳体机械加工工艺过程卡片
采煤机右摇臂壳体机械加工工艺过程卡片

《采煤机右摇臂壳体机械加工工艺过程卡片》由会员分享,可在线阅读,更多相关《采煤机右摇臂壳体机械加工工艺过程卡片(21页珍藏版)》请在装配图网上搜索。
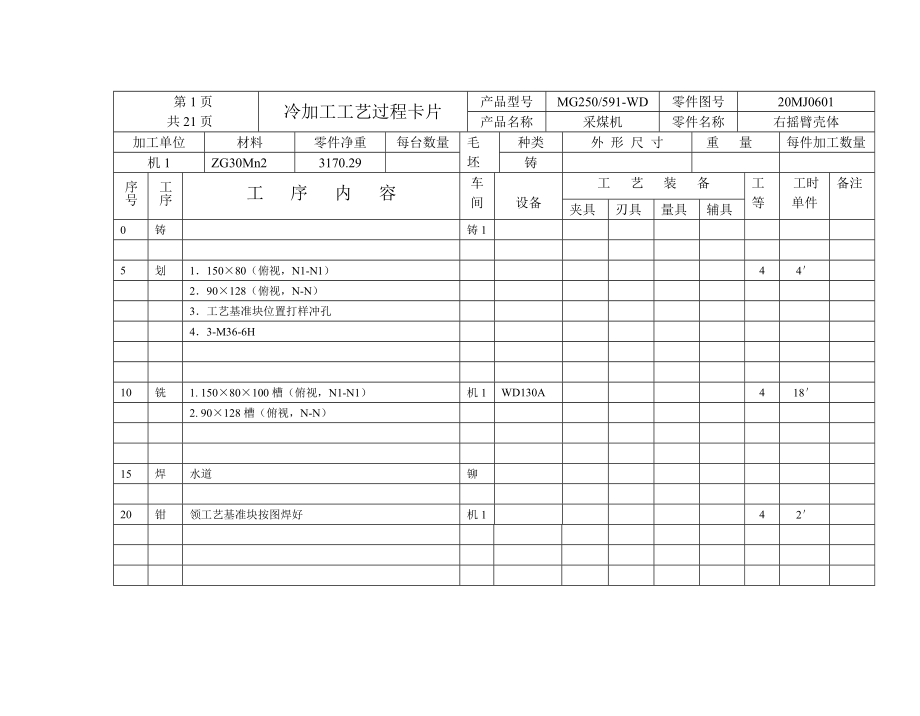
1、第1页 共21页 冷加工工艺过程卡片 产品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机 零件名称 右摇臂壳体 加工单位 材料 零件净重 每台数量 毛坯 种类 外 形 尺 寸 重 量 每件加工数量 机1 ZG30Mn2 3170.29 铸 序号 工序 工 序 内 容 车间 设备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅具 0 铸 铸1
2、 5 划 1.150×80(俯视,N1-N1) 4 4′ 2.90×128(俯视,N-N) 3.工艺基准块位置打样冲孔 4.3-M36-6H 10 铣 1. 150×80×100槽(俯视,N1-N1) 机1 WD130A 4 18′ 2. 90×128槽(俯视,N-N)
3、 15 焊 水道 铆 20 钳 领工艺基准块按图焊好 机1 4 2′ 第2页 共21页 冷加工工艺过程卡片 产品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机
4、 零件名称 右摇臂壳体 序号 工序 工 序 内 容 车间 设备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅具 25 镗 3-M36-6H底孔钻好 机1 WD130A 4 3′ 30 钻 套3-M36-6H扣 机1 Z3080 4 2′ 35 划 一、划检毛坯各部 机1 二、以电机孔为准,照顾 面,保证各
5、孔及台面位 4 8′ 置正确,各部位余量均匀够干,划下列尺寸线: 1.工艺基准(块)面线 3.8700.2 200.1 4.215H7与240H7两孔中心连线绕工件一周 三.检查线必须划出
6、 40 铣 按线找正铣: 机1 X2102 4 40′ 一、8700.2上面垫起放于工作台上 1.工艺基准(块)面铣留余量4 二.工艺基准(块)面放于工作台上 第3页 共21页 冷加工工艺过程卡片 产品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机 零件名称
7、 右摇臂壳体 序号 工序 工 序 内 容 车间 设备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅具 1.1. 8700.2铣成878,余量均匀留两面 2.200.1上面铣留余量4 下面铣留余量4 上面铣留余量4 45 划 镗孔线
8、 1.215H7与240H7两孔中心连线绕工件一周 机1 4 6′ 2.400H7行孔及外圆十字圆线(划在两端) 3.100H7行孔十字圆线 4.260H7行孔十字圆线(划在两端) 5.240H7行孔十字圆线 6.215H7行孔十字圆线 7.120H7行孔十字圆线(两处)
9、 8.135H7行孔十字圆线(划在两端) 9.105H7行孔十字圆线 (D-D) 10.50F9行孔 50 镗 工艺基准(块)面放于工作台上,按8700.2上面拉 机1 4 200′ 第4页 共21页 冷加工工艺过程卡片 产品型号 MG250/591-WD 零件图号 2
10、0MJ0601 产品名称 采煤机 零件名称 右摇臂壳体 序号 工序 工 序 内 容 车间 设备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅具 直找正,A-A视图上面向床头 一、1.400H7行孔及外圆 (1)490镗成482 (2)400H7镗成392 (3)250镗成242
11、 (4)560h7镗成568 (5)645镗成653 (6)各止口端面镗留余量4 2. 100H7行孔 (1)110镗成102 (2)100H7镗成92 (3)75H7镗成67 (4)30钻好
12、 (5)各止口、台面均留余量4 3.260H7行孔 (1)315镗成307 (2)260H7镗成252 (3)170H7镗成162 第5页 共21页 冷加工工艺过程卡片 产品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机 零件名称 右摇臂壳体 序号 工序
13、工 序 内 容 车间 设备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅具 (4)160H8镗成152 (5)行孔各尺寸面均镗留余量4 4.135H7行孔(调个两面镗) (1)135H7镗成127 (2)125H7镗成117 (3)各尺寸台面
14、镗留余量4 (4)200.1两面之间铣剩余部分按粗加工后形成的 尺寸镗好 5.105H7行孔(D-D) (1)105H7镗成97 (2)台面镗留余量4 二.工件调个,主视图示向床头
15、1.500H8行孔 (1)500H8、505、一刀下镗成492, 斜面按粗加工后尺寸镗好 (2)340H8镗成332 (3)各尺寸端面镗留余量4 第6页 共21页 冷加工工艺过程卡片 产品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机 零件名称 右摇臂壳体 序号 工序 工 序 内 容 车间 设
16、备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅具 2.240H7行孔 (1)304刀检镗好 (2)240H7镗成232 (3)170H7镗成162 (4)230镗成222 (5)行孔各尺寸面镗留余量4
17、 3.215H7行孔 (1)275镗成267 (2)215H7镗成207 (3)296镗成288 (4)320刀检镗好 (5)行孔各尺寸面镗留余量4 4.120H7行孔(两处) (1)130镗成1
18、22 (2)120H7镗成112 (3)90H7镗成82 (4)2-M33×2-6H钻成30 第7页 共21页 冷加工工艺过程卡片 产品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机 零件名称 右摇臂壳体 序号 工序 工 序 内 容 车间 设备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅
19、具 (5)320刀检镗好 (6)各止口台面镗留余量4 5.430H7行孔 (1)492镗成484 (2)430H7镗成422 (3)280H7镗成272 (4)430刀检镗好 (5)行孔各尺寸面镗留余量4
20、 6.50F9行孔 (1)50F9行孔钻扩镗好 (2)窝铣好 (3)M12-6H底孔钻好 (4)电机行孔外圆镗成135×400 55 焊 电机行孔外圆残圆 铆 60
21、 钳 振动时效 机1 4 14′ 第8页 共21页 冷加工工艺过程卡片 产品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机 零件名称 右摇臂壳体 序号 工序 工 序 内 容 车间 设备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅具 65 划 一.重新划检毛坯各部 机1 4 5′ 二.划下列尺寸线
22、 1.工艺基准(块)面线 3.8700.2 200.1 4.215H7与240H7两孔中心连线绕工件一周 70 铣 一.8700.2上面垫起放于工作台上 机1 X2012A 4 40′ 1.工艺基准(块)面铣好
23、 二.工艺基准(块)面放于工作台上 1.8700.2两面铣好 2.200.1上面铣好 80 3.下面铣好 4.上面铣好 75 划 划镗孔线 机1 4 5′ 1.215H7与240H7两孔中心连
24、线绕工件一周 第9页 共21页 冷加工工艺过程卡片 产品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机 零件名称 右摇臂壳体 序号 工序 工 序 内 容 车间 设备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅具 2.400H7行孔及外圆十字圆线(划在两端) 3.100H7行孔十字圆线 4.260H7行孔十字圆线(划在两端)
25、 5.240H7行孔十字圆线 6.215H7行孔十字圆线 7.120H7行孔十字圆线(两处) 8.135H7行孔十字圆线(划在两端) 9.105H7行孔十字圆线 (D-D) 80 镗 工艺基准(块)面放于工作台上,A
26、-A视图上面向面 机1 BFT130 4 100′ 向床头,按8700.2上面拉直找正(误差≤0.02)拉 坐标镗: 一、1.400H7行孔及外圆 (1)490镗好 (2)400H7镗成 (3)360镗好 (4)250镗好 (5)560h7
27、镗成562 (6)645镗好 第10页 共21页 冷加工工艺过程卡片 产品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机 零件名称 右摇臂壳体 序号 工序 工 序 内 容 车间 设备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅具 (7)各止口端面镗留余量1 2.100H7行孔
28、 (1)110镗成102 (2)100H7镗成 (3)75H7镗成 (4)100外圆镗好 (5)各止口、台面均镗留余量1 3.260H7行孔 (1)315镗成313 (2)260H7镗
29、成 (3)170H7镗成 (4)160H8 (5)行孔各尺寸端面均镗留余量1 4.135H7行孔(调个两面镗) (1)135H7镗成 (2)125H7镗成 (3)镗成 第11页 共2
30、1页 冷加工工艺过程卡片 产品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机 零件名称 右摇臂壳体 序号 工序 工 序 内 容 车间 设备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅具 (4)镗成 (5)各尺寸台面镗留余量1 (6)200.1两面之间铣剩余部分镗好(包括倒角)
31、5.105H7行孔 (D-D) (1)105H7镗成 (2)台面镗留余量1 二、工件调个,主视图示向床头,按8700.2上面拉 直找正(误差≤0.02) 1.430H7行孔,按400H7半精镗后尺寸找正 (1)490镗好
32、 (2)430H7镗成 (3)300及5镗好 (4)280H7镗成 (5)刀检镗好 (6)行孔各尺寸端面均镗留余量1 2.120H7行孔(两处) (1)130镗好 第12页 共21页 冷加工工艺过程卡片 产
33、品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机 零件名称 右摇臂壳体 序号 工序 工 序 内 容 车间 设备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅具 (2)120H7镗成 (3)90H7镗成 (4)100镗好 (5)320刀检镗好 (6)130及5镗好
34、 (7)各止口台面镗留余量1 4.215H7行孔 (1)275镗好 (2)215H7镗成 (3)296镗好 (4)320刀检镗好 (5)行孔各尺寸面镗留余量1
35、5.240H7行孔 (1)304刀检镗好 (2)240H7镗成 (3)170H7镗成 (4)230镗好 (5)行孔各尺寸面镗留余量1 第13页 共21页 冷加工工艺过程卡片 产品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机 零件名称 右摇臂壳体 序号 工序 工
36、序 内 容 车间 设备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅具 6.500H8行孔 按半精后的170H7找正(误差≤0.2) (1)500H8、一刀镗成斜面 按半精加工后尺寸镗好 (2)505镗好 (3)340H8镗成
37、 (4)190镗好 (5)各尺寸端面镗留余量1 85 镗 一、工艺基准(块)面放于工作台上,A-A视图上面 机1 BFT130 4 204′ 向床头,按8700.2上面拉直找正(误差≤0.01)拉 坐标精镗以下各行孔,精镗时包括止口、端面、倒角 及环沟 1.主轴
38、对正400H7行孔及外圆,按半精后400 H7找正(误差≤0.01) (1)400H7行孔及外圆镗好 (2)数控编程铣3-35×6×R槽 2.(1)100H7行孔镗好 (2)×槽铣好 第14页 共21页 冷加工工艺过程卡片 产品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机
39、零件名称 右摇臂壳体 序号 工序 工 序 内 容 车间 设备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅具 (3)M12-6H底孔钻好 3.260H7行孔镗好 4.(1)135H7行孔镗好(调个两面镗) (2)×槽铣好 (3)
40、2-M12-6H底孔钻好 5.(1)105H7行孔镗好(D-D) (2)×槽铣好 (3)2-M12-6H底孔钻好 6.按90H7孔找正,2-M33×2底孔扩好,45 窝锪好 二、工件调个,主视图示向床头,按8700.2上面拉
41、 直找正(误差≤0.01) 1.按260H7孔找正(误差≤0.01) (1)500H8行孔镗好 (2)3-R40镗好 第15页 共21页 冷加工工艺过程卡片 产品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机 零件名称 右摇臂壳体 序号 工序 工 序 内 容
42、 车间 设备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅具 2.240H7行孔镗好 3.215H7行孔镗好 4.(1)120H7行孔镗好(两处) (2)×R槽铣好 5.按120H7孔找正(误差≤0.0
43、1) (1)50F7行孔镗好 (2)槽铣好 (3)M12-6H底孔钻好 90 划 1.主视图左上部190×365槽线 机1 4 15′ 2.(337)×332 3.30及20 (H-H)
44、 4.132×52×R 5.80×250×R 6.3-M20-6H 7.M27×2-6H (B-B) 第16页 共21页 冷加工工艺过程卡片 产品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机 零件名称 右摇臂壳体 序号 工序 工 序 内 容 车间 设备 工 艺 装 备 工等
45、 工时 单件 备注 夹具 刃具 量具 辅具 8.26 (B-B) 9.M33×2-6H (C-C) 10.125×40×R槽线 (主视及E-E) 11.20 (A-A及B向) 12.10(保证与20相通) (B向)
46、 14.M33×2-6H (B-B) 95 镗 一、1.主视图左上部190×365槽铣好 机1 WD130A 4 38′ 2.(337)×332×16窗口铣好 3.30×R 铣好,20钻好 (H-H) 4.132×52×R铣好 5
47、.80×250×R×20铣好 6.2-M12-6H底孔钻好 7.M22×1.5-6H底孔钻好,窝锪好10钻好(H1-H1) 8.5-M16-6H底孔钻好 9.4-M12-6H底孔钻好 10.3-M20-6H底孔钻好 11.M27×2-6H底孔钻好,窝锪好(保证与30相 第17页
48、 共21页 冷加工工艺过程卡片 产品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机 零件名称 右摇臂壳体 序号 工序 工 序 内 容 车间 设备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅具 通) (B-B) 12.26钻好并锪窝 (B-B) 13.M33×2 -6H底孔钻好,窝锪好,干平部位镗铣好
49、 (C-C) 14.125×40×R槽铣好 (主视及E-E) 15.M33×2-6H底孔钻好,窝锪好,干平部位镗铣好 (B-B) 二、重新把活,10钻好,窝锪好
50、 100 划 一、主视图示 机1 4 12′ 1.2-M12-6H 2.M33×2-6H 3.6-M12-6H 4.2-M10-6H (E-E) 5.2-M12-6H 第18页 共21页 冷加工工艺过
51、程卡片 产品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机 零件名称 右摇臂壳体 序号 工序 工 序 内 容 车间 设备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅具 6.6-M16-6H 7.430H7120H7两孔中心连线 8.215H7孔横向中心线 9.240H7孔横向中心线
52、 10.500H8孔横向中心线 二、B向 1.215H7孔横向中心线 2.170H7孔横向中心线 3.260H7孔横向中心线 4.560h7外圆与30孔中心连线 5.M22×1.5- 6H 6.30
53、 三、1.M33×2-6H (E-E) 2.M33×2-6H (N-N) 3.3-M36-6H(俯视) 4.M27×2-6H (B-B) 四.俯视 第19页 共
54、21页 冷加工工艺过程卡片 产品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机 零件名称 右摇臂壳体 序号 工序 工 序 内 容 车间 设备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅具 1.2-M12-6H 2.M22×1.5-6H (H1-H1) 3.5-M16-6H 4.4-M12-6H
55、 105 镗 1.2-M12-6H底孔 机1 WD130A 4 8′ 2.M22×1.5-6H底孔 (H1-H1) 3.5-M16-6H底孔 4.4-M12-6H底孔 110 钻 一、主视
56、图示 机1 Z3080 4 58′ (一)按线钻 1.2-M12-6H底孔钻好 2.M33×2-6H钻套好,窝锪好 3.6-M12-6H底孔钻好 4.2-M10-6H底孔钻好 (E-E) 5.2-M12-6H底孔钻好 6.6-M16-6H钻套好
57、 第20页 共21页 冷加工工艺过程卡片 产品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机 零件名称 右摇臂壳体 序号 工序 工 序 内 容 车间 设备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅具 (二)上胎钻 1.16-M12-6H底孔钻好 C332-4380 2.7-M12-6H底孔钻好
58、 C332-4381 3.7-M12-6H底孔钻好 C332-4382 4.12-M16-6H钻套好 C332-4383 二、B向 1.(1)14-26-6H钻好并锪窝 C332-4384A (2)5-25H7预钻成16,窝锪好 2.8-M12-6H底孔 C332-4385
59、 3.7-M12-6H底孔 C332-4386 4.7-M12-6H底孔 C332-4387 5.20钻好,窝锪好(保证与10相通)(A-A) 6.M22×1.5-6H钻套好 7.套2-M33×-6H扣 8.30钻好 三、1.M33×2-6H钻套好,
60、窝锪好 (E-E) 2.M27×2-6H钻套好,窝锪好 (B-B) 第21页 共21页 冷加工工艺过程卡片 产品型号 MG250/591-WD 零件图号 20MJ0601 产品名称 采煤机 零件名称 右摇臂壳体 序号 工序 工 序 内 容 车间 设备 工 艺 装 备 工等 工时 单件 备注 夹具 刃具 量具 辅具 3.M33×2-6H钻套好,窝锪好 (N-N)
61、 4.套5-M16-6H扣(俯视) 115 钳 一、领序号14、15、16堵按图焊好 机1 4 40′ 二、套扣 1.套所有M12-6H扣 2.套M22×1.5-6H,5-M16-6H扣 (俯视) 3.套M27×2-6H扣 (B-B)(C-C)
62、 4.套M33×2-6H扣(两处) (B-B)(C-C) 120 钳 去刺,清理 机1 4 20′ 125 钳 1.水压实验 机1 C357-772A 4 24′ 2.合格后清净吹干 130 涂 涂漆 装
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
