《数控车加工薄壁零件工艺分析与编程方案》由会员分享,可在线阅读,更多相关《数控车加工薄壁零件工艺分析与编程方案(5页珍藏版)》请在装配图网上搜索。
1、数控车加工薄壁零件工艺分析与编程方案
茂名市交通技工学校 朱宇钊
【摘要】:在数控车加工过程中,经常碰到一些薄壁零件的加工。本文详细分析了薄壁零件加工的特点、防止变形的工艺方法、车刀几何角度及切削参数的选择,结合在教学实践中的实例设计出加工方案。
【关键词】:薄壁零件工艺分析编程方案
1 引言
薄壁零件是常见与用途广泛的零件且铜和铝材质的零件较为常见,特别是压力和管路的连接零件。但薄壁零件的加工是车削中比较棘手的问题,原因是薄壁零件刚性差,强度弱,在加工中极容易变形,使零件的形位误差增大,不易保证零件的加工质量。对于批量大的生产,我们可利用数控车床高加工精度及高生产效率的特点,并
2、充分地考虑工艺问题对零件加工质量的影响,为此对工件的装夹、刀具几何参数、程序的编制等方面进行试验,有效地克服薄壁零件加工过程中出现的变形,保证了加工精度,为今后更好的加工薄壁零件提供了解决问题的具体办法。
2 影响薄壁零件加工精度的因素
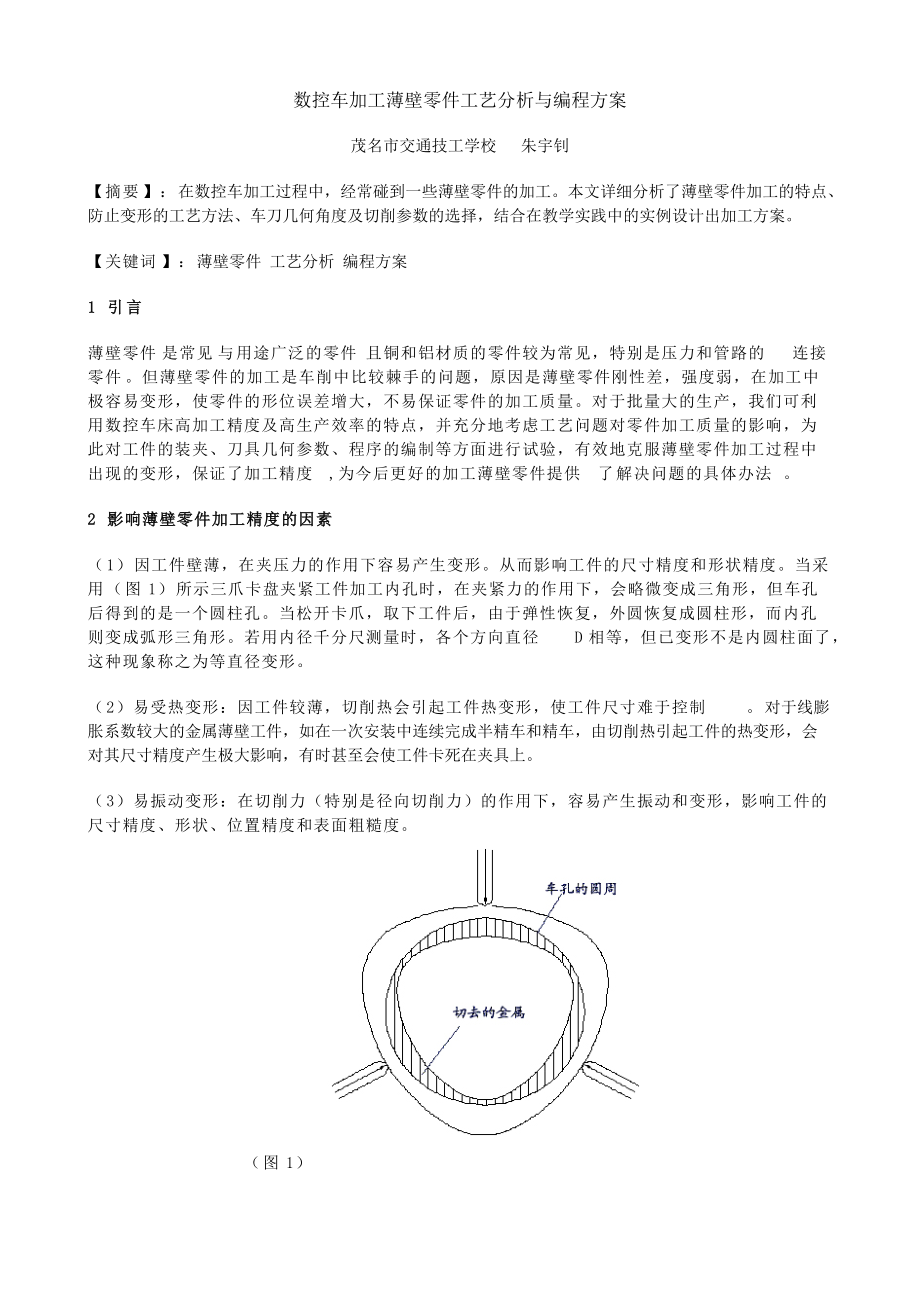
(1)因工件壁薄,在夹压力的作用下容易产生变形。从而影响工件的尺寸精度和形状精度。当采用(图1)所示三爪卡盘夹紧工件加工内孔时,在夹紧力的作用下,会略微变成三角形,但车孔后得到的是一个圆柱孔。当松开卡爪,取下工件后,由于弹性恢复,外圆恢复成圆柱形,而内孔则变成弧形三角形。若用内径千分尺测量时,各个方向直径D相等,但已变形不是内圆柱面了,这种现象称之为等直径
3、变形。
(2)易受热变形:因工件较薄,切削热会引起工件热变形,使工件尺寸难于控制。对于线膨胀系数较大的金属薄壁工件,如在一次安装中连续完成半精车和精车,由切削热引起工件的热变形,会对其尺寸精度产生极大影响,有时甚至会使工件卡死在夹具上。
(3)易振动变形:在切削力(特别是径向切削力)的作用下,容易产生振动和变形,影响工件的尺寸精度、形状、位置精度和表面粗糙度。
(图1)
3 提高薄壁零件加工精度的工艺分析
(图2)所示的薄壁零件,是我校用数控车床对外加工产品中难度较大的零件,为了提高产品的合格率,我们从工
4、件的装夹、刀具几何参数、程序的编制等方面进行综合考虑,实践证明,有效提高了零件的精度,保证了产品的质量。
图 2
3.1 分析工件特点
从零件图样要求及材料来看,加工此零件的难度主要有两点:
(1)主要因为是薄壁零件,螺纹部分厚度仅有4mm,材料为45号钢,批量较大,既要考虑如何保证工件在加工时的定位精度,又要考虑装夹方便、可靠,而我们通常都是用三爪卡盘夹持外圆或撑内孔的装夹方法来加工,但此零件较薄,车削受力点与加紧力作用点相对较远,还需车削M24螺纹,受力很大,刚性不足,容易引起晃动,因此要充分考虑如何装夹定位的问题。
(2) 螺纹加工部分厚度只有4mm,而且精度要求较高。
5、广州数控系统GSK980TD螺纹编程指令有G32、G92、G76。采用G92、G76混用进行编程,即先用G76(图4)进行螺纹粗加工,再用G92(图3)进精加工,在薄壁螺纹加工中,将有两大优点:一方面可以避免因切削量大而产生薄壁变形,另一方面能够保证螺纹加工工的精度。
(图3) G92直进式加工 (图4) G76斜进式加工
3.2 夹具设计
由于工件较薄,刚性较差,如果采用常规方法装夹工件及切削加工,将会受到轴向切削力和热变形的影响,工件会出现弯曲变形,很难达到技术要求。因此,需要设计出一套适合上面零件的专用夹具,如图
6、5所示。
(图5)
3.3 合理选择刀具
具体的刀具角度如下:
(1)外圆精车刀(采用机夹刀)Kr=90~93,Kr’=15α0=14~16,α0’=15,γ0适当增大,刀具材料为YW1硬质合金。
(2)内孔精车刀(采用机夹刀)Kr=60,Kr’=30,γ0=35α0=14~16,α0’=6~8,λs=5~6,刀具材料为YW1硬质合金。
3.4 工艺过程
(1) 装夹毛坯15mm长,平端面至加工要求;
(2) 用Φ18钻头钻通孔,粗、精加工Φ21通孔;
(3) 粗、精加工Φ48外圆,加工长度大于3mm至尺寸要求;
(4) 调头,利用夹具如图2所示装夹,控制总长尺寸35
7、mm平端面;
(5) 加工螺纹外圆尺寸至Φ23.805;
(6) 利用G76、G92混合编程进行螺纹加工;
(7) 拆卸工件,完成加工。
3.5切削用量
(1) 内孔粗车时,主轴转速每分钟500-600转,进给速度F100-F150,留精车余量0.2-0.3mm。
(2) 内孔精车时,主轴转速每分钟1100-1200转,为取得较好的表面粗糙度选用较低的进给速度F30-F45,采用一次走刀加工完成。
(3) 外圆粗车时,主轴转速每分钟1100-1200转,进给速度F100-F150,留精车余量0.3-0.5mm。
(4) 外圆精车时,主轴转速每分钟1100-1200转,进给速度F
8、30-F45,采用一次走刀加工完成。
4 编程方案
(数控系统采用GSK980TD)
程序内容
程序说明
O1234
命名O
G00 X200 Z50
定位至起刀点
M3 S550
启动主轴,转速550转/分
T0101
调用1#内孔刀
G00 X16 Z5
定位至(16,5)
G71 U0.8 R0.3
G71外圆车削循环, 对内孔Φ21进行粗加工
G71 P1 Q2 U-0.5 W0 F100
N1 G0 X21.4
G1 Z0 F40
X21 Z-0.2
N2 Z-37
G0 X200 Z50 M5
9、
回至起刀点,主轴停止
M0
程序停止
M3 S550
主轴启动,转速550转/分
G0 X16 Z5
定位至(16,5)
G70 P1 Q2 G70
精车循环N1~N2
G0 X200 Z50
定位至起点
T0202 M3 S1150
调用2#外圆精车刀,启动主轴,转速为1150转/分
G00 X52 Z5
定位至(52,5)
G90 X50 Z-6 F100
G90外圆切削循环
X48
车至Φ48
G0 X100 Z100 M5
回至起刀点,主轴停止
M0
程序停止,零件调头并装夹
T0202
调用2#外圆精车刀
M3 S1150
主轴启
10、动,转速1150转/分
G00 X50 Z2
定位至(50,2)
G71 U2 R0.5 G71
外圆车削循环,对螺纹外圆进行粗加工
G71 P3 Q4 U0.5 W0 F100
N3 G0 X21.805
G1 Z0 F50
X23.805 Z-1
N4 Z-32
G0 X100 Z100 M5
回到起刀点,主轴停止
M0
程序停止
M3 S1150
主轴启动,转速1150转/分
G00 X50 Z2
定位至(50,2)
G70 P3 Q4
精车N3~N4内容
G0 X100 Z100
回换刀点(100,100)
T0404
调用4#螺纹刀
G
11、0 X25 Z5
定位至(25,5)
G76 P010160 Q300 R0.1
G76螺纹车削循环车削M24*1.5螺纹部分
G76 X22.25 Z-28 P975 Q100 F1.5
G0 X25 Z5
定位至G76同一螺纹加工起点
G92 X22.15 Z-28 F1.5
G92精修螺纹
X22.05
X22.05
G0 X100 Z100 M5
返回起点、停主轴
M30
程序结束
5结束语
本文阐述了薄壁工件的加工特点,减少和防止加工变形的方法,加工难点分析以及数控车削薄壁件参数的选择,确定了薄壁零件加工方案。经生产实践证明,该加工方案切实可行,能保证薄壁零件的尺寸精度、形状精度、位置精度、表面粗糙度和装配质量都满足图纸要求,减少了装夹校正的时间,减轻了操作者的劳动强度,经济效益十分明显。可为类似零件和产品的机械加工提供一定的借鉴。
:
[1]GSK980TD系统说明书.编程手册.广州:广州数控设备厂.2004.6..
[2]职业技能鉴定教材编审委员会.车工.北京:劳动社会保障出版社.2004.7.
[3]刘立.数控车床编程与操作.北京:北京理工大学出版社.2006.8.
[4]穆国岩.数控加工编程与操作.北京:机械出版社.2008.8.转
[5]郑文纬 吴克坚.机械原理.北京:高等教育出版社2003.5.
 数控车加工薄壁零件工艺分析与编程方案
数控车加工薄壁零件工艺分析与编程方案