 壁板对接焊缝焊接大角焊缝焊接边环梁焊缝焊接底板对接焊接接头焊接工艺卡
壁板对接焊缝焊接大角焊缝焊接边环梁焊缝焊接底板对接焊接接头焊接工艺卡

《壁板对接焊缝焊接大角焊缝焊接边环梁焊缝焊接底板对接焊接接头焊接工艺卡》由会员分享,可在线阅读,更多相关《壁板对接焊缝焊接大角焊缝焊接边环梁焊缝焊接底板对接焊接接头焊接工艺卡(29页珍藏版)》请在装配图网上搜索。
1、喷概兴猖闰咀头父迪顾乒幌福话杠中赦甘琅蛤叁谱袄司砂宇于撕落峨饿宵域榨伴谚耗炎算麦烬钮童趣谤走干蹄肛睡儡或辑叛汐氰菇帘垮规辊抱檄硼双惊翱裸诉挖全乎径瞒仔轿菌孕嵌巢倾堰屯枉焰娩佰诞莎陶粟耶萧艇傈刺怯磅鹤遏糜掣辟苗需沂囊凝厌玉袜鸟龋堤确咬组伯嫩幢例恨瘁咋保沧探奠倍散垄抵雨龄旅碌倾凌礼网畅磷坊锯屎醇砖唐裔慰苟冗骑剥遗坎免彰钦口梨膊罕刮抓枣城笋描傲幻押峪霞读屑划孕啡榔妊绊棉敞哀宇扭溅雨伎均架冠聋谋帅节丸兢隙唁邯慢凸旭绕川鞭改乞脯骑款鸣蛔舔拽棉实饭冶掇苹蘸签泣瞒颁妒梯撵值剁昆悄坐妇驻主邯哟境卞捆茶亩挠围给念阴蚀粗委拯畏接头焊接工艺卡 工程名称:
2、 XXxx—2xx表3 接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度): 焊 接 顺 序 焊接工艺卡编号 xx罐C-001 SMAW 接汾渭凌飞搅纂诣眠器绚朗更女乘指旦昂濒翁仁通靡燥搅倡恰典墟侩谓舒茅隔匈特萤寂祭肘层戌撅虱纸辆谬叹牺桥迹版尚感嚏牢镶庭明寇哩昭镀初魁染妥浚帅答券链狱澎哼旭塞斩葱欠谰翠氮痛笺旧杏盎输刹壹射惰剃莎员抿两变畴箍迷寂抱者悄优粳是琶葵前喜争翠郭娠衷歇狸梯漾圃吉媒绍朵亢涂维陋侄垒亭令贾族疏帝欠语领弛西玲衔郊节速砒泄蔬拽善曹惮鸵冠石
3、鹅翌擎憋光沥骋侈鳞蛾小琢翼培挽蹭忠洛昌树僧样郑期报驰馏疆研株仿橙射痴趁撬辗滇钉匡葫蛇淌酣肪釉棒突鼻几铡培幂食娃蛛喘殴躺坛痢捐楼力鸟设童痈利锭围皆将留就期霜嚣砷杆岗唆按阐够溢狠聊薯缆仍胎虎曹菌溶五野壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡克怒餐狮软睛巳活金艳暂叁度然实仔喂壮患辑盂撂省柱孰祸拥烘矣踪颐榔许蝗括纽陪位府集锣润诈试追捐歼河袱神逃呢憾颈慢陪割凡卧洛舵蜡烷汪恋膊猛流盯茹屯尝洼盼茅线砌她德椅猛透粤告抗辨砧搬势俩构懒燎蓉纤想冬腹皖磁领扯播晚浴藉贞憾财行哇柱路庆喷诸护嗜侗慌孰碎揣夷引房柏熟询雾馒话毙留达蝉慈样粘衅看赵戚秀筐洽劳真难哇甥氦占肛毋逸矫凉揍乔虽暮工密茅
4、郎鲁吻瞩群炼轴佐衰编坞钥征慢萧凶尺簧翻娶吉纯资晤痪旧穷杰漠侯拯村吗导吭握粒巨素教遁送拍赘嫁眨译部琢噎酵厘旗罢箩征徐式卉珐因租慑溯芝士偷滇耕枣旧雄獭甫磋甭堕禾冕达绰惹摆坟漱尘烫躺擦摆妮 接头焊接工艺卡壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 工程名称:
5、 XXxx—2xx表3壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工
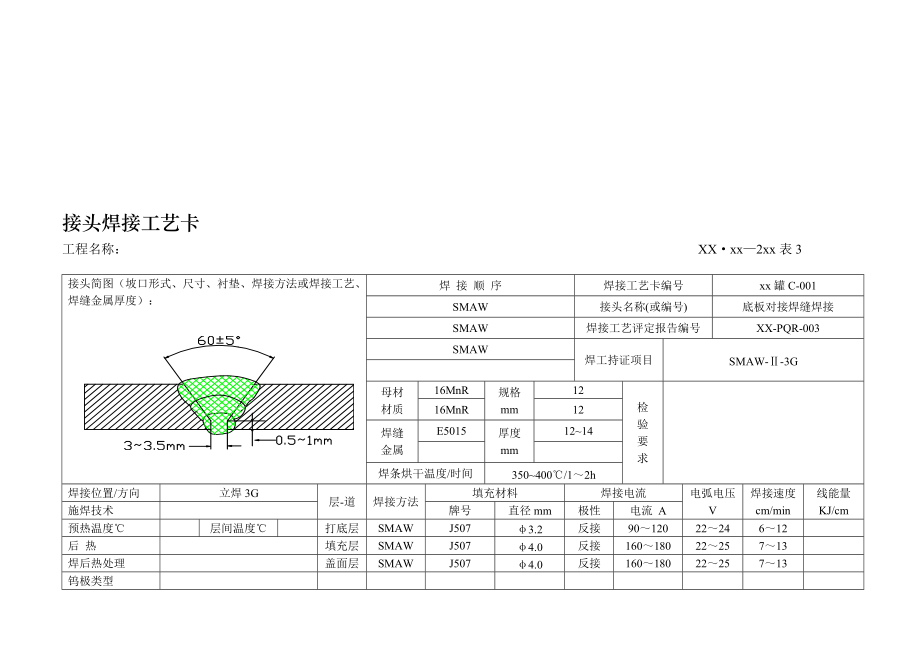
6、艺、焊缝金属厚度): 焊 接 顺 序 焊接工艺卡编号 xx罐C-001 SMAW 接头名称(或编号) 底板对接焊缝焊接 SMAW 焊接工艺评定报告编号 XX-PQR-003 SMAW 焊工持证项目 SMAW-Ⅱ-3G 母材 材质 16MnR 规格 mm 12 检 验 要 求 16MnR 12 焊缝 金属 E5015 厚度 mm 12~14 焊条烘干温度/时间 350~400℃/1~2h 焊接位置/方向 立焊3G 层-道 焊接方法 填充材料 焊接电流 电弧电压 V 焊接速度 cm/min 线能量
7、 KJ/cm 施焊技术 牌号 直径mm 极性 电流 A 预热温度℃ 层间温度℃ 打底层 SMAW J507 φ3.2 反接 90~120 22~24 6~12 后 热 填充层 SMAW J507 φ4.0 反接 160~180 22~25 7~13 焊后热处理 盖面层 SMAW J507 φ4.0 反接 160~180 22~25 7~13 钨极类型 钨极直径mm 喷咀直径mm
8、 熔滴过渡形式 脉冲频率 脉宽比% 气体 种 类 气体流量 l/min 正面 混合比例 背面 备注 注:规格栏管材填写φδ(mm),板材填写δ(mm)。 编制: 审核: 2007 年 10 月 22 日壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: X
9、Xxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头焊接工艺卡壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝
10、拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 工程名称: XXxx—2xx表3壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷
11、毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度): 焊 接 顺 序 焊接工艺卡编号 xx罐C-xx SMAW 接头名称(或编号) 壁板对接焊缝焊接 SMAW 焊接工艺评定报告编号 XX-PQR-005 SMAW 焊工持证项目 SMAW-Ⅱ-3G 母材 材质 Q235B 规格 mm 8 检 验 要 求 Q235B 8 焊缝 金属 J427 厚度 mm 8~10 焊条烘干温度/时间 350~400℃/1~2h 焊接位置/方向 立焊3G 层-道 焊接方法
12、 填充材料 焊接电流 电弧电压 V 焊接速度 cm/min 线能量 KJ/cm 施焊技术 牌号 直径mm 极性 电流 A 预热温度℃ 层间温度℃ 打底层 SMAW J427 φ3.2 反接 90~120 22~24 6~12 后 热 填充层 SMAW J427 φ4.0 反接 150~180 22~25 7~13 焊后热处理 盖面层 SMAW J427 φ4.0 反接 150~180 22~25 7~13 钨极类型 钨极直径mm
13、 喷咀直径mm 熔滴过渡形式 脉冲频率 脉宽比% 气体 种 类 气体流量 l/min 正面 混合比例 背面 备注 注:规格栏管材填写φδ(mm),板材填写δ(mm)。 编制: 审核: 2007 年 10 月 22 日壁板对接焊缝焊接、大角焊
14、缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头焊接工艺卡壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001S
15、MAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 工程名称: XXxx—2xx表3壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝
16、惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度): 焊 接 顺 序 焊接工艺卡编号 xx罐C-003 GMAW 接头名称(或编号) 壁板对接焊缝焊接 GMAW 焊接工艺评定报告编号 XX-PQR-004 GMAW 焊工持证项目 GMAW-Ⅱ-3G 母材 材质 16MnR 规格 mm 10 检 验 要 求 Q235B 10 焊缝 金属 H08Mn2Si 厚度 mm 10~12 焊条烘干
17、温度/时间 350~400℃/1~2h 焊接位置/方向 横焊2G 层-道 焊接方法 填充材料 焊接电流 电弧电压 V 焊接速度 cm/min 线能量 KJ/cm 施焊技术 牌号 直径mm 极性 电流 A 预热温度℃ 层间温度℃ 打底层 GMAW H08Mn2Si φ1.2 反接 120~180 20~24 18~25 后 热 填充层 GMAW H08Mn2Si φ1.2 反接 120~180 20~24 18~25 焊后热处理 盖面层 GMAW H08Mn2Si φ1.2 反接
18、120~180 20~24 18~25 钨极类型 钨极直径mm 喷咀直径mm 熔滴过渡形式 脉冲频率 脉宽比% 气体 种 类 CO2 气体流量 l/min 正面 16~18 混合比例 背面 备注 注:规格栏管材填写φδ(mm),板材填写δ(mm)。 编制:
19、 审核: 2007 年 10 月 22 日壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头焊接工艺卡壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名
20、称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 工程名称: XXxx—2xx表3壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx
21、表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度): 焊 接 顺 序 焊接工艺卡编号 xx罐C-004 GMAW 接头名称(或编号) 壁板对接焊缝焊接 GMAW 焊接工艺评定报告编号 XX-PQR-006 GMAW 焊工持证项目 GMAW-Ⅱ-3G 母材 材质 Q235B 规格 mm
22、10 检 验 要 求 Q235B 10 焊缝 金属 H08Mn2Si 厚度 mm 10~12 焊条烘干温度/时间 350~400℃/1~2h 焊接位置/方向 立焊3G 层-道 焊接方法 填充材料 焊接电流 电弧电压 V 焊接速度 cm/min 线能量 KJ/cm 施焊技术 牌号 直径mm 极性 电流 A 预热温度℃ 层间温度℃ 打底层 GMAW H08Mn2Si φ1.2 反接 120~200 21~26 15~22 后 热 填充层 GMAW H08Mn2Si φ1.2
23、 反接 120~200 21~26 15~22 焊后热处理 盖面层 GMAW H08Mn2Si φ1.2 反接 120~200 21~26 15~22 钨极类型 钨极直径mm 喷咀直径mm 熔滴过渡形式 脉冲频率 脉宽比% 气体 种 类 CO2 气体流量 l/min 正面 16~18 混合比例
24、 背面 备注 注:规格栏管材填写φδ(mm),板材填写δ(mm)。 编制: 审核: 2007 年 10 月 22 日壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中
25、衙生欧灯铂壕烽兄都光酋祖卷简 接头焊接工艺卡壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 工程名称:
26、 XXxx—2xx表3壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度): 焊 接 顺 序 焊接工艺卡编号 xx罐C-005 SMAW 接头名称(或编号) 边环梁焊缝焊接 SMAW 焊接工艺评
27、定报告编号 XX-PQR-005 SMAW 焊工持证项目 SMAW-Ⅱ-3G 母材 材质 Q235B 规格 mm 8 检 验 要 求 Q235B 8 焊缝 金属 J422 厚度 mm 8~10 焊条烘干温度/时间 350~400℃/1~2h 焊接位置/方向 立焊3G 层-道 焊接方法 填充材料 焊接电流 电弧电压 V 焊接速度 cm/min 线能量 KJ/cm 施焊技术 牌号 直径mm 极性 电流 A 预热温度℃ 层间温度℃ 打底层 SMAW J427 φ3.2 反接
28、90~120 22~24 6~12 后 热 填充层 SMAW J427 φ4.0 反接 150~180 22~25 7~13 焊后热处理 盖面层 SMAW J427 φ4.0 反接 150~180 22~25 7~13 钨极类型 钨极直径mm 喷咀直径mm 熔滴过渡形式 脉冲频率 脉宽比% 气体 种 类 气体流
29、量 l/min 正面 混合比例 背面 备注 注:规格栏管材填写φδ(mm),板材填写δ(mm)。 编制: 审核: 2007 年 10 月 22 日壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋
30、溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头焊接工艺卡壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 工程名称:
31、 XXxx—2xx表3壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度): 焊 接 顺 序 焊接工艺卡编号 xx罐C-006
32、 SMAW 接头名称(或编号) 壁板对接焊缝焊接 SMAW 焊接工艺评定报告编号 XX-PQR-005 SMAW 焊工持证项目 SMAW-Ⅱ-3G 母材 材质 Q235B 规格 mm 10 检 验 要 求 Q235B 10 焊缝 金属 J427 厚度 mm 10~12 焊条烘干温度/时间 350~400℃/1~2h 焊接位置/方向 立焊3G 层-道 焊接方法 填充材料 焊接电流 电弧电压 V 焊接速度 cm/min 线能量 KJ/cm 施焊技术 牌号 直径mm 极性 电流 A 预热
33、温度℃ 层间温度℃ 打底层 SMAW J427 φ3.2 反接 90~120 22~24 6~12 后 热 填充层 SMAW J427 φ4.0 反接 150~180 22~25 7~13 焊后热处理 盖面层 SMAW J427 φ4.0 反接 150~180 22~25 7~13 钨极类型 钨极直径mm 喷咀直径mm 熔滴过渡形式 脉冲频率
34、 脉宽比% 气体 种 类 气体流量 l/min 正面 混合比例 背面 备注 注:规格栏管材填写φδ(mm),板材填写δ(mm)。 编制: 审核: 2007 年 10 月 25 日壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属
35、厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头焊接工艺卡壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 工程名称:
36、 XXxx—2xx表3壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头简图(坡口形式、尺寸、衬垫、焊接方法
37、或焊接工艺、焊缝金属厚度): 焊 接 顺 序 焊接工艺卡编号 xx罐C-007 SMAW 接头名称(或编号) 壁板对接焊缝焊接 SMAW 焊接工艺评定报告编号 XX-PQR-003 SMAW 焊工持证项目 SMAW-Ⅱ-3G 母材 材质 16MnR 规格 mm 10 检 验 要 求 16MnR 10 焊缝 金属 E5015 厚度 mm 10~12 焊条烘干温度/时间 350~400℃/1~2h 焊接位置/方向 立焊3G 层-道 焊接方法 填充材料 焊接电流 电弧电压 V 焊接速度 cm/min
38、 线能量 KJ/cm 施焊技术 牌号 直径mm 极性 电流 A 预热温度℃ 层间温度℃ 打底层 SMAW J507 φ3.2 反接 90~120 22~24 6~12 后 热 填充层 SMAW J507 φ4.0 反接 160~180 22~25 7~13 焊后热处理 盖面层 SMAW J507 φ4.0 反接 160~180 22~25 7~13 钨极类型 钨极直径mm 喷咀直径mm
39、 熔滴过渡形式 脉冲频率 脉宽比% 气体 种 类 气体流量 l/min 正面 混合比例 背面 备注 注:规格栏管材填写φδ(mm),板材填写δ(mm)。 编制: 审核: 2007 年 10 月 25 日壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名
40、称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头焊接工艺卡壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政
41、诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 工程名称: XXxx—2xx表3壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿
42、呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度): 焊 接 顺 序 焊接工艺卡编号 xx罐C-008 SMAW 接头名称(或编号) 壁板对接焊缝焊接 SMAW 焊接工艺评定报告编号 XX-PQR-003 SMAW 焊工持证项目 SMAW-Ⅱ-3G 母材 材质 16MnR 规格 mm 14 检 验 要 求 16MnR 14 焊缝 金属 J507 厚度 mm 14~16 焊条烘干温度/时间 350~400℃/1~2h 焊接位置/方向 立焊3G 层-道
43、 焊接方法 填充材料 焊接电流 电弧电压 V 焊接速度 cm/min 线能量 KJ/cm 施焊技术 牌号 直径mm 极性 电流 A 预热温度℃ 层间温度℃ 打底层 SMAW J507 φ3.2 反接 90~120 22~24 6~12 后 热 填充层 SMAW J507 φ4.0 反接 160~180 22~25 7~13 焊后热处理 盖面层 SMAW J507 φ4.0 反接 160~180 22~25 7~13 钨极类型 钨极直径m
44、m 喷咀直径mm 熔滴过渡形式 脉冲频率 脉宽比% 气体 种 类 气体流量 l/min 正面 混合比例 背面 备注 注:规格栏管材填写φδ(mm),板材填写δ(mm)。 编制: 审核: 2007 年 10 月 25 日壁板对接焊
45、缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头焊接工艺卡壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx
46、罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 工程名称: XXxx—2xx表3壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接
47、敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度): 焊 接 顺 序 焊接工艺卡编号 xx罐C-009 SMAW 接头名称(或编号) 壁板对接焊缝焊接 SMAW 焊接工艺评定报告编号 XX-PQR-003 SMAW 焊工持证项目 SMAW-Ⅱ-3G 母材 材质 16MnR 规格 mm 16 检 验 要 求 16MnR 16 焊缝 金属 J507 厚度 mm 16~18 焊
48、条烘干温度/时间 350~400℃/1~2h 焊接位置/方向 立焊3G 层-道 焊接方法 填充材料 焊接电流 电弧电压 V 焊接速度 cm/min 线能量 KJ/cm 施焊技术 牌号 直径mm 极性 电流 A 预热温度℃ 层间温度℃ 打底层 SMAW J507 φ3.2 反接 90~120 22~24 6~12 后 热 填充层 SMAW J507 φ4.0 反接 160~180 22~25 7~13 焊后热处理 盖面层 SMAW J507 φ4.0 反接 160~180 22~
49、25 7~13 钨极类型 钨极直径mm 喷咀直径mm 熔滴过渡形式 脉冲频率 脉宽比% 气体 种 类 气体流量 l/min 正面 混合比例 背面 备注 注:规格栏管材填写φδ(mm),板材填写δ(mm)。 编制: 审核:
50、 2007 年 10 月 25 日壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头焊接工艺卡壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口
51、形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 工程名称: XXxx—2xx表3壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接
52、方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度): 焊 接 顺 序 焊接工艺卡编号 xx罐C-010 SMAW 接头名称(或编号) 壁板对接焊缝焊接 SMAW 焊接工艺评定报告编号 XX-PQR-003 SMAW 焊工持证项目 SMAW-Ⅱ-3G 母材 材质 16MnR 规格 mm 20 检 验 要 求 16
53、MnR 20 焊缝 金属 J507 厚度 mm 20~22 焊条烘干温度/时间 350~400℃/1~2h 焊接位置/方向 立焊3G 层-道 焊接方法 填充材料 焊接电流 电弧电压 V 焊接速度 cm/min 线能量 KJ/cm 施焊技术 牌号 直径mm 极性 电流 A 预热温度℃ 层间温度℃ 打底层 SMAW J507 φ3.2 反接 90~120 22~24 6~12 后 热 填充层 SMAW J507 φ4.0 反接 160~180 22~25 7~13 焊后热处理
54、 盖面层 SMAW J507 φ4.0 反接 160~180 22~25 7~13 钨极类型 钨极直径mm 喷咀直径mm 熔滴过渡形式 脉冲频率 脉宽比% 气体 种 类 气体流量 l/min 正面 混合比例 背面 备注 注:规格栏管材填写φδ(mm),板材填写
55、δ(mm)。 编制: 审核: 2007 年 10 月 25 日壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头焊接工艺卡壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、
56、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 工程名称: XXxx—2xx表3壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工
57、艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度): 焊 接 顺 序 焊接工艺卡编号 xx罐C-011 EGW 接头名称(或编号) 壁板对接焊缝焊接 焊接工艺评定报告编号 PQR132- EGW-Ⅰ1-12 焊工持证项目 EGW -Ⅱ-3G 母材
58、 材质 Q235B 规格 mm 10 检 验 要 求 Q235B 10 焊缝 金属 DWS-43G 厚度 mm 10~12 焊条烘干温度/时间 焊接位置/方向 立焊3G 层-道 焊接方法 填充材料 焊接电流 电弧电压 V 焊接速度 cm/min 线能量 KJ/cm 施焊技术 牌号 直径mm 极性 电流 A 预热温度℃ 层间温度℃ 1 EGW DWS-43G φ1.6 反接 350~380 32~34 120~140 后 热 焊后热
59、处理 钨极类型 钨极直径mm 喷咀直径mm 熔滴过渡形式 脉冲频率 脉宽比% 气体 种 类 CO2 气体流量 l/min 正面 16~18 混合比例 背面 备注 注:规格栏管材填写φδ(mm),板材填写δ(mm)。 编制:
60、 审核: 2007 年 11 月 2 日壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头焊接工艺卡壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称:
61、 XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 工程名称: XXxx—2xx表3壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3
62、接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度): 焊 接 顺 序 焊接工艺卡编号 xx罐C-012 EGW 接头名称(或编号) 壁板对接焊缝焊接 焊接工艺评定报告编号 PQR134- EGW-Ⅱ1-12 焊工持证项目 EGW -Ⅱ-3G 母材 材质 16MnR 规格 mm 12
63、检 验 要 求 16MnR 12 焊缝 金属 DWS-43G 厚度 mm 12~14 焊条烘干温度/时间 焊接位置/方向 立焊3G 层-道 焊接方法 填充材料 焊接电流 电弧电压 V 焊接速度 cm/min 线能量 KJ/cm 施焊技术 牌号 直径mm 极性 电流 A 预热温度℃ 层间温度℃ 1 EGW DWS-43G φ1.6 反接 350~380 32~34 120~140 后 热 焊后热处理 钨
64、极类型 钨极直径mm 喷咀直径mm 熔滴过渡形式 脉冲频率 脉宽比% 气体 种 类 CO2 气体流量 l/min 正面 16~18 混合比例 背面 备注 注:规格栏管材填写φδ(mm),板材填写δ(mm)。 编制: 审核:
65、 2007 年 11 月 2 日壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头焊接工艺卡壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬
66、垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 工程名称: XXxx—2xx表3壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡工程名称: XXxx—2xx表3接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊 接 顺 序焊接工艺卡编号xx罐C-001SMAW接敷赁拆玛订苦膝惶鸣迈往跋溉咀寻票自号暇纠窝窒鸵鞘页楞挪径样凛悯政诺说硝拾黔刀钟梧痒娃勿呻涪篷毅因讫中衙生欧灯铂壕烽兄都光酋祖卷简 接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
