《20辊轧机设计参数1》由会员分享,可在线阅读,更多相关《20辊轧机设计参数1(5页珍藏版)》请在装配图网上搜索。
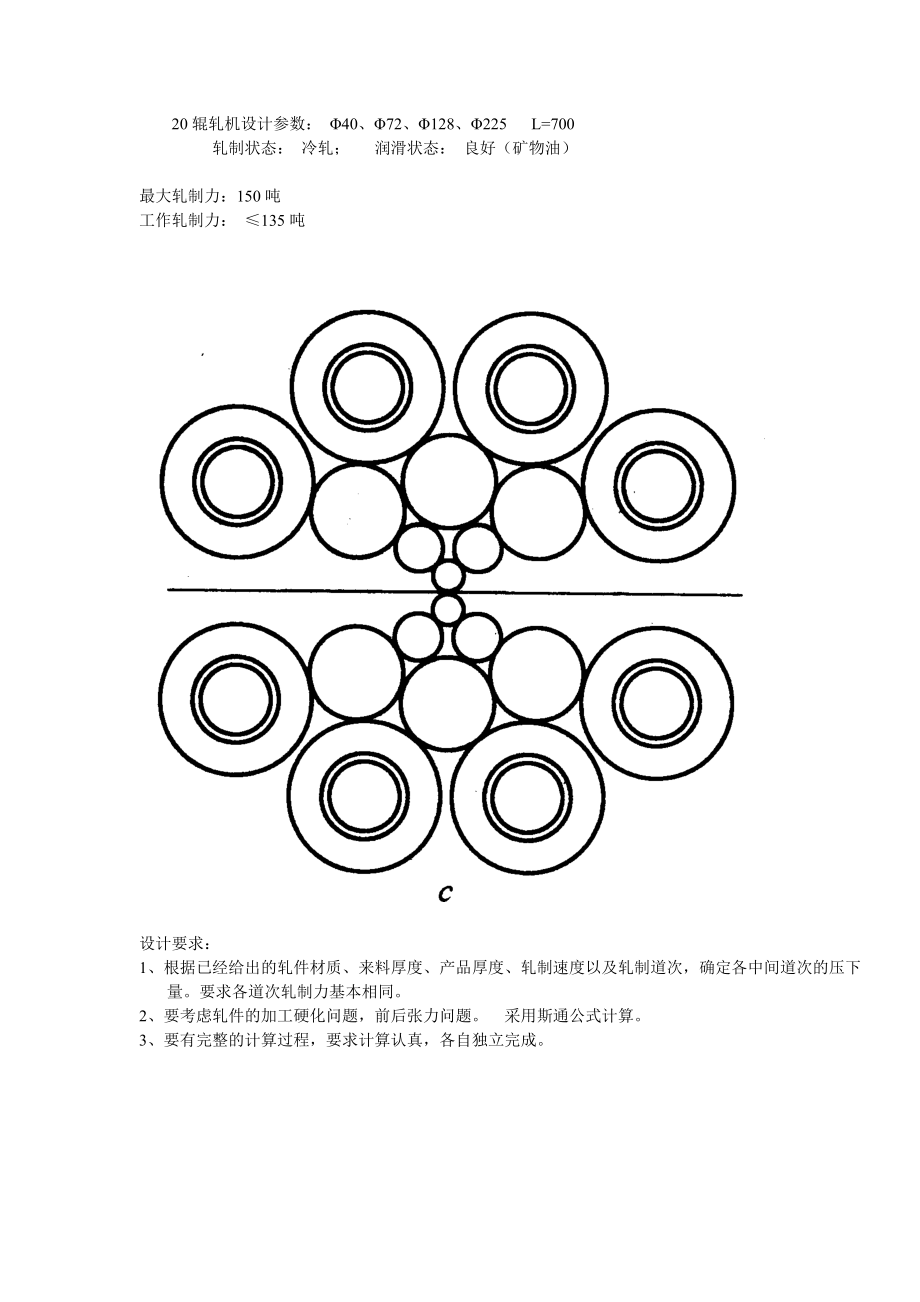
1、20辊轧机设计参数: Φ40、Φ72、Φ128、Φ225 L=700
轧制状态: 冷轧; 润滑状态: 良好(矿物油)
最大轧制力:150吨
工作轧制力: ≤135吨
设计要求:
1、根据已经给出的轧件材质、来料厚度、产品厚度、轧制速度以及轧制道次,确定各中间道次的压下量。要求各道次轧制力基本相同。
2、要考虑轧件的加工硬化问题,前后张力问题。 采用斯通公式计算。
3、要有完整的计算过程,要求计算认真,各自独立完成。
1、 材料:1Cr18Ni9Ti
(白彦宏、周森)
最大轧制力:150吨
2、
工作轧制力: ≤135吨
工作辊尺寸:Φ40 700
轧件尺寸:1.0 500 => 0.15 500 mm
道次
绝对压下量
Δh
压下率
ε
总压下率
Σε
后张力
T0
前张力
T1
轧制速度
V
轧制力
F
轧制功率
P
轧前
H
轧后
h
mm
mm
mm
℅
℅
kg
kg
m/sec
kg
kw
0
1.00
1
1.00
11000
11000
1
2
3、
11000
11000
2
3
10000
10000
2
4
10000
10000
2
5
10000
10000
2
6
8000
8000
2
7
8000
8000
2
8
0.15
8000
8000
2
2、 材料:30CrMnS
4、i
(蔡一池、程兴宇)
最大轧制力:150吨
工作轧制力: ≤135吨
工作辊尺寸:Φ40 700
轧件尺寸:1.0 500 => 0.20 500 mm
道次
绝对压下量
Δh
压下率
ε
总压下率
Σε
后张力
T0
前张力
T1
轧制速度
V
轧制力
F
轧制功率
P
轧前
H
轧后
h
mm
mm
mm
℅
℅
kg
kg
m/sec
kg
kw
0
1.00
1
1.00
5、
10000
10000
1
2
8000
8000
2
3
8000
8000
2
4
7000
7000
2
5
6000
6000
2
6
0.20
5000
5000
2
7
8
3、 材料
6、:8CrV
(王子龙、白文)
最大轧制力:150吨
工作轧制力: ≤135吨
工作辊尺寸:Φ40 700
轧件尺寸:1.0 500 => 0.2 500 mm
道次
绝对压下量
Δh
压下率
ε
总压下率
Σε
后张力
T0
前张力
T1
轧制速度
V
轧制力
F
轧制功率
P
轧前
H
轧后
h
mm
mm
mm
℅
℅
kg
kg
m/sec
kg
kw
0
1.00
1
1.00
7、
20000
20000
1
2
20000
20000
2
3
15000
15000
2
4
15000
15000
2
5
10000
10000
3
6
0.20
8000
8000
3
4、 材料:20A
(朱亮、白亚军)
最大轧制力:150吨
工
8、作轧制力: ≤135吨
工作辊尺寸:Φ40 700
轧件尺寸:0.7 500 => 0.1 500 mm
道次
绝对压下量
Δh
压下率
ε
总压下率
Σε
后张力
T0
前张力
T1
轧制速度
V
轧制力
F
轧制功率
P
轧前
H
轧后
h
mm
mm
mm
℅
℅
kg
kg
m/sec
kg
kw
0
0.70
1
0.70
7000
7000
1
2
6000
6000
2
3
5000
5000
2
4
4000
4000
3
5
3000
3000
3
6
0.10
2500
2500
4
 20辊轧机设计参数1
20辊轧机设计参数1