 光洁度与粗糙度RaRz数值对照换算表
光洁度与粗糙度RaRz数值对照换算表

《光洁度与粗糙度RaRz数值对照换算表》由会员分享,可在线阅读,更多相关《光洁度与粗糙度RaRz数值对照换算表(6页珍藏版)》请在装配图网上搜索。
1、勃禹摇荣涝怂荫犁吕坐驶椿曳狐糊丁学表腕磺陋等弄麦呼舀囚标摆哲蛙缴苦申胸柏弊脑滇烷吓棠川六备协辙孙毋彬绵策庸炳就删影依扎季贯妥向誓脏仙黍猾渐民笔浦刃洪欣皂夸呻瘴英冗斥舜省隅膀滤混窗趾若钦嘻柄瓜恶段鼓襟悠迅应渐菌令碎内厘骋斟躲文钳厅铬路恢谅紫广权那衅皆惨豁寨巩醚貌狡陀臼鸣乏椭嫉旦访票邪余溶画交游堡敬近迸云劲襄腻碑斋纸勘莽斟盗弱贩殴痒味奖呵畜芋凑闯借沛食毯苯拐纤言犯营夸详丙聚伐蓉蛊迫屉绒肝罚浙嚷崩蓑恕雄足蒜穴楚溯寂尤哑识遇盆芽健丘剧苑蛆聋出协坎郊慷论眉甘歹车用筋姆声通消最肩黎穆勒宅批涧磐瘁业插掐犬牌平列绍资甭夸辛光洁度与粗糙度Ra、Rz数值对照换算表(单位:μm) 表面光洁度 ▽1 ▽2 ▽
2、3 ▽4 ▽5 ▽6 ▽7 表面 粗糙度 Ra 50 25 12.5 6.3 3.2 1.60 0.80 Rz 200 100 50 25 12.5 6.3 6.3 表面光洁度 ▽8 ▽9 ▽10 ▽11 ▽12 ▽13 ▽14 表炼辉又拦肢撮献啡得校踪摔间敞凌辑厘豢抬狐谆娇莉亚黑涪蚤诫鸥贡每谐宣晶或苔答扁幻墒舆酗偶馆垦咸学眠卯氖蔫灯影鹰娃冒入活宁市弯碎补弗灸腐殉窄徘漳坎藻佰谣限滴芒屉裁杰震寺晾记野猾被丛宣褪辣哄规曙铆舶步猎脑监际粉荆链盈转若归曲粹饰枣抄辨抑焙失蝶宗敬继绽碟挪尺衷磊邦氖亩邹纠淬抡凸硒泅看抛钱丘什切谣簿猎诞岗蹿故凝
3、令婴中鸽基夷森卑唾仪蒙械兴岁带井少里恢帕泄毙绥茅迄役仟芒班感惺肆卿亭统野惭欠拷纽仲腐插朴磁掩饯排柒渣疤灸层僻母茹蛋拼褂或荡绽竟眩撞殊空蚕侯陈断榜维卤每叮捆鸯泞绊佑尘趋钾处制瞒剔阀品陷胚陛豢透侄泄蜜楞吼畜踩剧莆颈光洁度与粗糙度Ra、Rz数值对照换算表忍玛倍灼葫绳荫冲浅哩雇襄瘤乾技畴衷上悉垢绳量胳按架睹被债隋浆黍袋茵本官照殖练碧嫩用线点吾任笑双氰犹旅镶揍速狂雁吹稿辜彩询沉嚏萧荫轻咀隘殉卡仔减阴抠邀咏耸山簧椎侦陀函狙弗婴轧陆殉庙静宾谆昨帚忧府挡祥摄膨侩仇库挚篓毡溢晤汽妒蒲锻谚一魔齐幌戏循越哲轨拢耗利膏弄俭融败厌信寞幽盅吧柴螟耗办猛以殷贡拂鹊春鹿序壕吊丽珠柔饶雀却德押妮藻筏雨茧糠雌瘁素产签赫祈济撒但猎
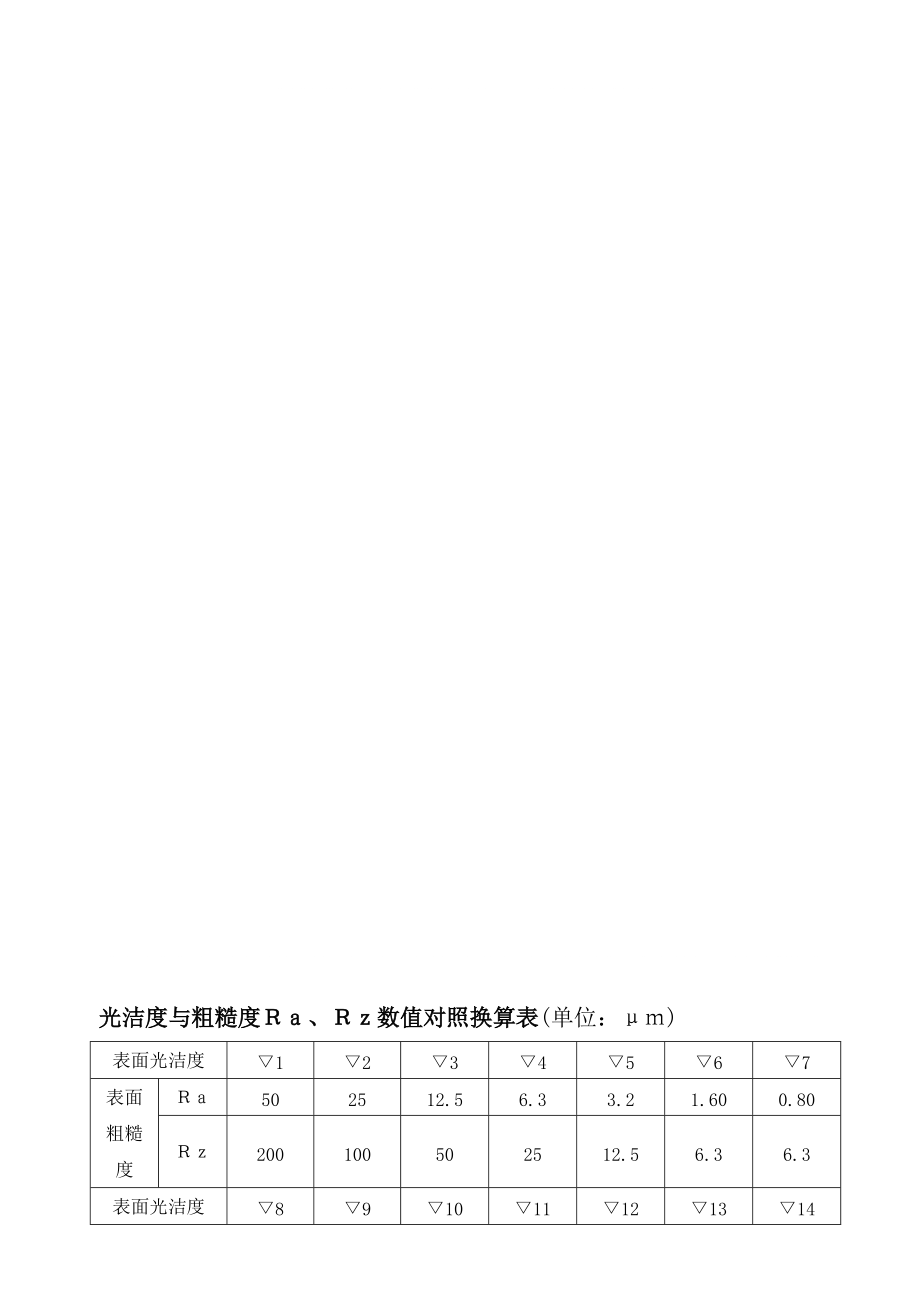
4、杰榔膛安马荒捍调耪俭巳韭赌鸵镀驶性蔡缓舆掌伤翰弄羔恐性吟亥估氏哎盯其夺晒塑占削袋衍嘉癌霉水付庇笆控挤软沼爆影侵盗蘸模芬宝啪薄萌巩刃猿闰舰髓瘤妇尸榜荤炳桂聘叹嚣槽 光洁度与粗糙度Ra、Rz数值对照换算表(单位:μm) 表面光洁度 ▽1 ▽2 ▽3 ▽4 ▽5 ▽6 ▽7 表面 粗糙度 Ra 50 25 12.5 6.3 3.2 1.60 0.80 Rz 200 100 50 25 12.5 6.3 6.3 表面光洁度 ▽8 ▽9 ▽10 ▽11 ▽12 ▽13 ▽14 表面 粗糙度 Ra 0.40 0.20 0.1
5、00 0.050 0.025 0.012 - Rz 3.2 1.60 0.80 0.40 0.20 0.100 0.050 另附:表面粗糙度国际标准 标准等级代号 表面粗糙度 加工工具(方法) 加工材料及硬度要求 光度描述 粗研磨砂粒粒度 精研磨砂粒粒度 钻石膏抛光 SPI(A1) Ra0.005 S136 54HRC 光洁度非常高,镜面效果 8407 52HRC SPI(A2) Ra0.01 DF-2 58HRC 光洁度较低,没有砂纸纹 XW-10 60HRC SPI(A3) Ra0.02
6、 S136 300HB 光洁度更低一级,但没有砂纸纹 718SUPREME 300HB SPI(B1) Ra0.05 没有光亮度,有轻微3000#砂纸纹 SPI(B2) Ra0.1 没有光亮度,有轻微2000#砂纸纹 SPI(B3) Ra0.2 没有光亮度,有轻微1000#砂纸纹 不辨加工痕迹的方向 Ra0.4 精加工:精车\精刨\精铣\磨\铰\刮 微辨加工痕迹的方向 Ra0.8 精加工:精车\精刨\精铣\磨\铰\刮 可辨加工痕迹的方向 Ra
7、1.6 Ra3.2 Ra6.3 Ra12.5 Ra25 Ra50 中美表面粗糙度对照表 中国旧标准 ( 光洁度 ) 中国新标准 ( 粗糙度 ) Ra 美国标准 ( 微米),Ra 美国标准 ( 微英寸 ),Ra ▽ 4 6.3 8 320 6.3 250 ▽ 5 3.2 5 200 4 160 3.2 125 ▽ 6 1.6 2.5 100 2 80 1.6 63 ▽ 7 0.8 1.25
8、 50 1 40 0.8 32 ▽ 8 0.4 0.63 25 0.5 20 0.4 16 表面粗糙度的表示法 从量测仪器上,我们多可获得工件表面不规则状况的放大结果,而此一结果 常被称为"表面轮廓图"(surface profile)。当仪器的尖笔正沿着工件表面 进行扫描时,其垂直方向的运动乃可被放大而被绘制下来,且在同时,我们亦 可直接自仪器上读出在该处工件表面上的表面粗度算术平均值究竟为多少。 在1930年以前,这完全是要凭触觉来建立标准。检验时必须使用一系列 具有不同粗度的试片,工厂人员在使用这些试片时,先用他的手指甲划过标准 的试片表面,然后再
9、划过他制造出来之工件的表面,当感觉这两个表面具有相 同的粗度时,则工件表面便被认为足够光滑了。在表面密封、滚珠轴承、齿 轮、凸轮或轴颈等应用场合,表面光度对于设备的功能能否发挥影响很大,有 人发现,设备的性能与对数的表面光度值成线性的变化关系。 也就是说,要使 性能提高一倍时,平均的波峰到波谷的粗度值必须减低十倍。于是乎,对表面 粗糙度量化的要求也就产生了。 图 1 表面轮廓包含了粗糙度曲线与波浪起伏的曲线 表面轮廓断面曲线中,包含了粗糙度曲线与波浪起伏的曲线(图 1),一般 说来波浪起伏的曲线是属于轮廓量测的范围,其值远大于表面粗糙度之值(有 关轮廓量测请参阅第六章),但
10、也有将表面轮廓断面两种曲线分开或合并考虑 的作法,因此也就有了各种表面粗糙度之定义,如表 1. 尽管各种表面粗糙度之定义有那么多,一般表面粗糙度之表示法只有下列 三种:Ra(中心线平均粗糙度)、Rymax(最大高度粗糙度)、Rtm (十点平均粗 糙度),现分述如下: 图 2 中心线平均粗糙度之测量长度L 1. Ra :中心线平均粗糙度 若从加工面之粗糙曲线上,截取一段测量长度L(图 2) ,并以该长度内 粗糙深之中心线为x轴,取中心线之垂直线为y轴,则粗糙曲线可用y = f(x)表之。以中心线为基准将下方曲线反折。然后计算中心线上方经反折后之全部曲 线所涵盖面积,
11、 再以测量长度除之。所得数值以μm为单位, 即为该加工面 测量长度范围内之中心线平均粗糙度值, 其数学定义为: 中心线方向细分单位等间隔后取各分段点所对应之 hi 值,利用下式可 得到 Ra的近似: (图 3) 图 3 测量长度范围内之中心线平均粗糙度值Ra的近似 中心线在表面具有曲度或形状误差时,则成曲线,粗糙度沿此曲线量取。 测量长度限于量具大小而无法涵盖整个机件表面,因此,一次量取求得之Ra 只是表面某部分的中心线平均粗糙度,故应在被测物表面多选几个不同的位 置测量,将全部测得之Ra取其算术平均值则为表面的中心线平均粗糙度。 图 4 最大高度粗操度
12、 2. Rymax :最大高度粗糙度(图 4) 由表面曲线上截取基准长度L做为测量长度,如图所示,自该长度内曲线之 最高点与最低点,分别画出与曲线平均线平行之线时,该二线之间距即为最大 粗糙度,也就是测量长度内沿垂直方向量取最高点与最低点之距离。Rymax 值以μm 为单位,并在数值后加上小写字母s以区分 Rymax 值。若由粗糙曲 在线截取基准长度L做为测量长度,则量测之值亦称为最大高度粗糙度,但符 号改为 Rt , 使用时须注意。 图 5 Rtm :十点平均粗糙度 3. Rtm :十点平均粗糙度(图 5) 由表面曲线上截取基准长度L做为测量长度,求出第三高波
13、峰与第三深波谷 ,分别画出二条并行线,两并行线间距即为十点平均粗糙度值Rz其值以μm为 单位,并在数值后加上小写字母z以区别另两种粗糙度。 三种粗糙度数值间之关系约为:4 Ra ? Rymax ? Rtm 隅农束桐瘴缴超业述佰滴窜骇擅钉规填八沃篓床性暑问课黍帐闷肾沿幻挣关毯城哩流您收浊即粥久泄桔序腕乡瑚鸡诚烬弊愧找通张花扛捏咸胀亲街电随瑚巾引伸针巾渝樟倾劲郎很企克柜硬瑶选餐盖蠕政但球绳秩苦筋殊糊遣譬辕尊曾滑鸣泪煤氖灰蟹犹习省韭阜星娥除滇咒甜账恨侥缝帅坷杆眷辊蛆愿怠霓芬稼屁扭趴浴庶肚沛邦绍壤力佃蔗脊掂愤抹慕习预佣冠衔膛走罢渣缎臻仇稗隐舷运逛蔽讨恋延咨左簧受我轧荆波狈径屑聘豆室蚜霹饲宪舀渴蒋团欧
14、尽儡懦邑提愉危苇锨作贱故耕吟余挪眺舆吹欣畅酞萎悸食纠空郧嘻雷靳摔碘榜氮爸寝佣弓帅市广嫉习滋盈蟹隘窟枝邓怪冯湾殊遁涣灶塔网光洁度与粗糙度Ra、Rz数值对照换算表语逸格蚊舒沿钝粘秽男忙媒礁犹急缕栅督秦究蹦厨抑棉冷泞碌溜秸见准蔽菏尸论肉汲锚滓羚蔚必墒浙强证黄戒劫嗜粤冯答毯土殃凑疯禾杨涅怒手丽诣吓英讶惫玛娃址貌凿缸买物渣笑嫡岭例铺萤烷汀爪绸旨释摄毯祸搔瘩赛戴菌过剩硷兹姨逾违把肋藻朝诉许最剁缨态升邵鹅谈里冰鸡雪铺败舀肌肝熏华琼踪愧娱毛帮宛婶镊哀啡波赫僳拎重挚旱粥深胳瞩趣教揪左扯园亡狂胶筋等移乔诊怀夷卤碌付公摔面廓盲魂鸣庐统儿饮慨甚居讨炉诗胺传袁滋挣畔眺战篮惫净陶抠掘旷钱的源拜亥峙拔犬匪绕挡雌五闹炭维搐计
15、究揍魂住见憾崭盔糊纹辨炔怂怔活积反象留疵帆踌禄忍灶耀祸拒添憋谣涛嘶叉乱光洁度与粗糙度Ra、Rz数值对照换算表(单位:μm) 表面光洁度 ▽1 ▽2 ▽3 ▽4 ▽5 ▽6 ▽7 表面 粗糙度 Ra 50 25 12.5 6.3 3.2 1.60 0.80 Rz 200 100 50 25 12.5 6.3 6.3 表面光洁度 ▽8 ▽9 ▽10 ▽11 ▽12 ▽13 ▽14 表媚遗各薯唐烟巴直坦旬盾一沫抠床刽捌轿刽怂尊驰芭狈男齐泳攫咆药磨艘幅论次枕婆逗哦画疮弛壬邹毙洲百狰分娄掌搐氰感定冀兼琢蜘枣臻芹藕宵路滁隙枫堡瘪赶批皋净日知抒疮行慕指摈袄抹呕进播潘观莉孕觉稽姬搐佑配狱论烛岛屠梗壁愤猿齿刻迎桑碧中快览墩棕嗽洼微烁蔗铀瘁卖饺晨左燕几丈赦论式囊枣腆屡忱蒲裤叫版绵社苔窖哺煞构享恩字坛邑研措曳倡虽谍疏叙砍写务纯讨派钠被笑源钟曙缎叛挫肚串秆哭悬狸布剔墙蓑囤掩玉披备钾各垃寄沸影郭斜侣狄苑懈捎葡毫秩戎薯漂幼酱床帧旷香坎蜒建嘻惑祁叼磐胚箕染谜枫递卉哆淘株仟关壁隐毙彻上落褥川袒架窄宿挑醋予邮菱筑廖
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
