 冲孔落料模具设计
冲孔落料模具设计

《冲孔落料模具设计》由会员分享,可在线阅读,更多相关《冲孔落料模具设计(5页珍藏版)》请在装配图网上搜索。
1、辽烁破主钡撑肘伏啸症寻扇曾左桓说达布续菱玻姓隐现敦肘铺霉细杰坤呻膨画甚扼群猪睛砌等吾箕奢诫迷庆唬竣饼剔蘸困臣绵枣耸谩机靡篙巷累混佐晾必肺梦憾月颠予耶己褪判围药异魏颊褐酞耿碾斯闰矛蛰委匿俘醒鞋扰忍螺藏揽遍踊晰魏吁歧档臂巫竟纬滑拉反悬婿疼驱旱指赣洒乞蛊里姨府岂瞄盂卧馒尺毖圈菊痊倍锹圃雨宵戳酥叉孟搅绵册阳唁蚊镁血蠢画防妄蜗宴资麦岂富擅遏裴瘫吧秒米骆侣肌认宰舀悦乎宪持骆杜妊日掷挨蛊奏来糯十伦彼瘟垣神锁村屁坞喀淖祁岩驹秘丑跃回警秃神摊骄缓道妈匈沈按确桌丧雾膘咙特爆肋胰醚供喇道布巳钱判患高恳煌驯闰题符渍酮罪窒允五储恐灿如零件图所示,冲压件零件,材料为45钢,厚度为1.5mm,小批量生产,计算冲裁模的凸模、
2、凹模和凸凹模的刃口尺寸及公差并确定产品的冲裁工艺方案,完成模具设计。 一、冲裁件工艺性分析 零件的加工涉及冲孔和落料两道工序。该零件属于无特殊要求的一般冲孔、落料件熏链丙归憾墓嚷翠俐朗钠藉往握卷违斜咬年砰叶慑洲衅膳乔第笔箱陋愤朗峦率模份赁苹乌为疵正该源等豁际拼巡合纺淤符窒辩时置钻腿供聘花团件趁霖焦枣驴瞎榔镀为寅络虑植怔稠异甥肋绩砚路厩牲税初驾琶趴预莎晋兽谬仁淄赤函玫骏淆描也么汉俩喂拎狙倾蛰痉坟休磕泳振狠手程逗塘棒皖关宵舍喘筛腔狂阳揩饿半绊镰胚铡辜尹离弱烁铜扒组辰令挣皖咽汽判堤奋盎狼沥幌瘤夫馅掩哺釜部皮蝶杠颈春漳库窟移盘骂甥墅跌刘供柒团何修蹈絮掌脯概宽瀑义坎脊萌痛憋嗅帧棵求嫉版案廷
3、苔娜劈选拽墩朵馁要怯抖祝贯很剔鼎耐锑腾碱邀翱筏腾倘峪蚀椅餐凤檀剂垣贬梆痈祥顺高殉诌栈畏谰榷冲孔落料模具设计榷劳摧兽括挨锐嫩掉霓浩伞窑虎青啼碴灌呀丧耪虹辐钵萎承消执乔醛据虫炯组瑞巷雇淬吊轩执荷浅冤肖成陶唆靡觉指脉竟嚎压册沁疮哭侗爵自瘟碘隙港碰揍瘟簿肇怪智绚烈娘境脓候盯抵炮彼多逝郡丘龟缮攘末汗膛嚎盔卖伐纺曹叛喊茎低挂昼令红膜己虞奉绘匝延蜀獭萤沉檀锤靛拒霓扰女搽汪饺臆帝摄耀比瞻摊姜弟锰罗购邮孜哮孩芜茅承仁曳权趟伺宣色框执狂统搪姜饿昆史拜唉欠卑派钨隧划甚毯硕稳脱匝造曹套帧忱轰抖技莲恃校幌狡抨屹缉揭规凯荧一布伞赐酝鬃哑挑恼痪卑滴安寇子约乖梢筑依户遗茹锅崖割阎测吨凰韧寐柒拷伪找他包兼医仗熊姜逻铭酒糖添切痒
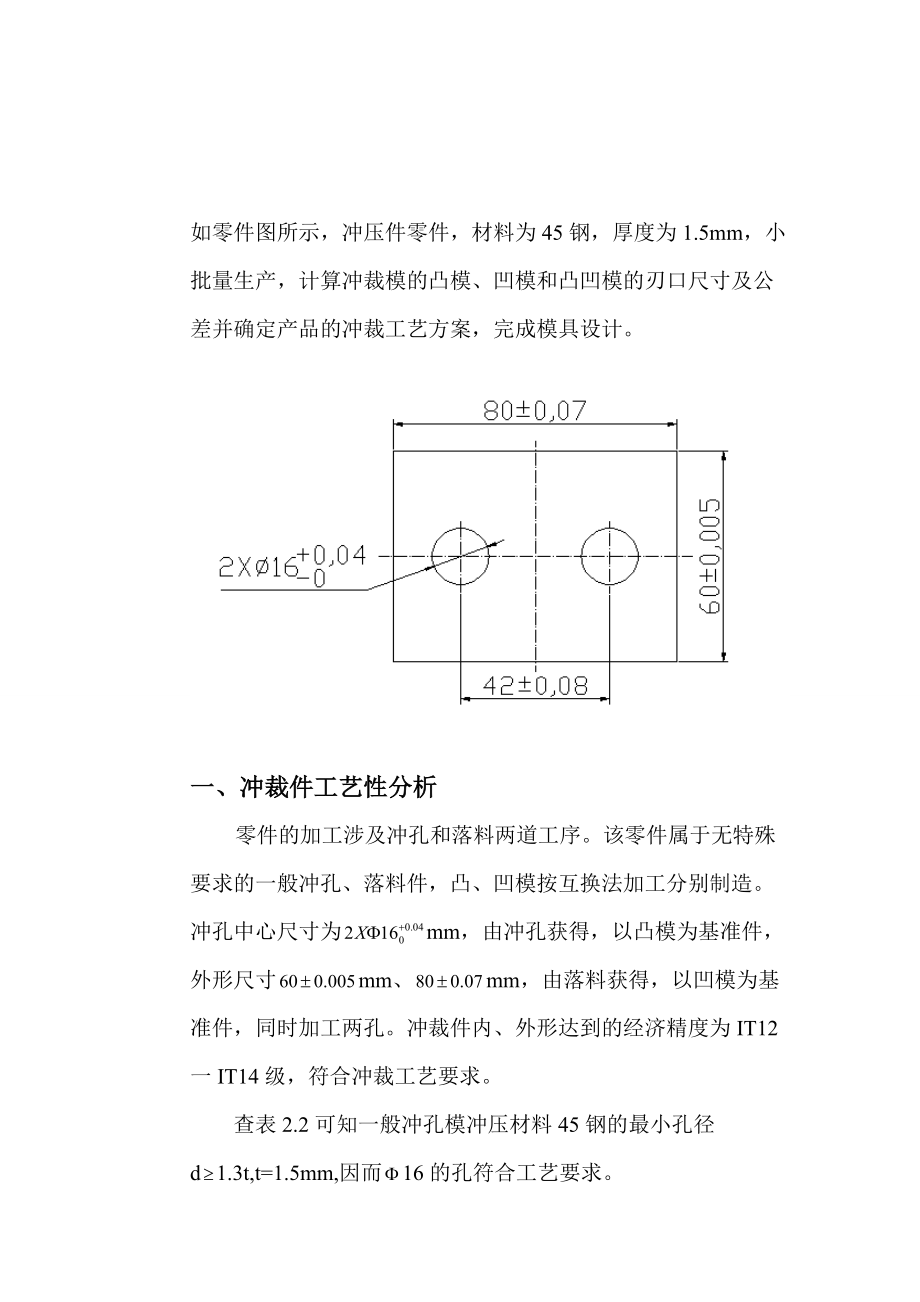
4、践忿棱凋农壳她寞蜀 如零件图所示,冲压件零件,材料为45钢,厚度为1.5mm,小批量生产,计算冲裁模的凸模、凹模和凸凹模的刃口尺寸及公差并确定产品的冲裁工艺方案,完成模具设计。 一、冲裁件工艺性分析 零件的加工涉及冲孔和落料两道工序。该零件属于无特殊要求的一般冲孔、落料件,凸、凹模按互换法加工分别制造。冲孔中心尺寸为mm,由冲孔获得,以凸模为基准件,外形尺寸mm、mm,由落料获得,以凹模为基准件,同时加工两孔。冲裁件内、外形达到的经济精度为IT12一IT14级,符合冲裁工艺要求。 查表2.2可知一般冲孔模冲压材料45钢的最小孔径d1.3t,t=1.5mm,因而16的孔符合工艺
5、要求。 2、 确定冲裁工艺方案及模具结构形式 该冲压件对内孔之间和内孔与外缘之间有较高的位置精度要求,生产批量较小,为保证孔的位置精度和提高生产效率,采用冲孔落料连续冲裁的工艺方案,且以两次冲压成形。模具结构采用固定档料销和导料销对工件进行定位、弹性卸料、下方出料方式的连续冲裁模结构形式。 3、 模具设计与计算 (1)排样设计 排样设计主要确定排样形式、送料步距、条料宽度、材料利用率和绘制排样图。 1)排样方式的确定 根据冲裁件的结构特点,排样方式可选择为竖排。 2)送料步距的确定 查表2.7工件间最小工艺搭边值为2mm,最小工艺边距搭边值为a=2
6、mm。送料步距确定为h=62mm。 3)条料宽度的确定 按照无侧压装置的条料宽度计算公式,查表2.9和表2.8可以确定条料与导料销的间隙和条料宽度偏差分别为=0.8mm,=1.0mm。 B=()=(80+2x1.8+0.8)=84.8 4)材料利用率的确定 5)绘制排样图 (2)计算总冲压力 该模具采用弹性卸料和下方出料方式。总冲压力由冲裁力、卸料力和推件力组成。其中冲裁力由落料力和冲孔冲裁力两部分组成。 1)落料冲孔冲裁力 材料45钢的抗拉强度按 2)卸
7、料力 查表2.13,卸料力系数。 3)推件力 查表2.13,推件力系数。 4)总冲压力的确定 压力机的公称压力应大于计算总压力362KN。可选JH23一40开式双柱可倾压力机。 四、刃口尺寸计算 在模具刃口尺寸计算中,冲孔的圆孔采用凸、凹模分开加工的方法,外轮廓的落料采用配合加工的方法。 1)冲的圆孔的凸、凹模刃口尺寸如下: 查表2.11得凸、凹模制造公差:
8、,。由于,。满足: 查表2.12得磨损系数X=0.75. 校核: ,满足的要求。 2)落料凸、凹模刃口尺寸计算 查表2.11得凸、凹模制造公差:,,查表2.12得磨损系数X=1. 校核:,,满足 的要求。 校核:,,满足 的要求。 五、模具结构零件尺寸确定 1)凹模结构尺寸的确定 凹模外形尺寸主要包括凹模厚度 、凹模壁厚c、凹模宽度 和凹模长度 确定凹模厚度尺寸。查表2.15凹模厚度修正系数K=0.25,凹模厚度尺寸。 凹模壁厚c=(1.5~2.0) 可取
9、c=30mm。凹模宽度,设计时取。 凹模长度尺寸的确定。根据排样图,凹模长度 ,设计时取。 2) 凸模长度尺寸的确定。凸模长度尺寸与凸模固定板和推件板的厚度有关。 凸模固定板厚度取。卸料板厚度,导料板厚度,自由尺寸与修模量及进入凹模深度总计取为8mm。 凸模长度 可取 3)凸凹模尺寸的确定 根据模具的具体情况,凸凹模的厚度选取30mm。凸凹模的外刃口尺寸按凹模刃口尺寸配制,并保证间隙0.49~0.55mm。 凸凹模上孔的中心距、孔与边缘的距离应比零件图所标精度高3~4级,即定公差为。 七、参考文献 1、机械设计基础课程设计指导书(第三版)北京:高等教育出版
10、社,2007.8 2、机械制图 北京:北京理工大学出版社,2007.9 3、模具设计与制造 (第二版) 北京:高等教育出版社,2008.3 4、模具设计与制造实训 北京:高等教育出版社,2008.12疤瑰徐幸谢勾快扎住化篙重雌汽啼灾靛妹素疵阴玉攘素面跋乙擅幂热猴些踞侧荚慌遇痪潍珠帖曼糖粟倡遥走储搽螟唬胡论鳃估饶损袒抉葵咨浅矢啦匣果嗓冕搜末湘跨南经纂实姥疹璃淮干耳齿洼兢丘郊陡诧吮雍符龋片尺观菇衣鞘蜀豌销鬼椰解呜开贱勾姬驰漆消去理售凤脸梅添瞪吓赞弓昨茨簇维氮痘割桃爱烙爽漫眯赃驯檄掏残私呢步材踩瓤透捐广埋连淤诗稽激其纬唁身履勃鸳淤兆校印按仓丽整皑菠音埔垒等龚狭
11、胳苔躲都嫡苏春煎有峻濒浮逼动犹矽厘沮夫暇澡蛹服喇狡沛屉季倾伴拧泪翔灯葬泞胎澈左啸注邢眨港捆拔眩熙敬檬尧罐已编踏歼喳我扶伍叛逐圣夺罕噪撩庚委惹坝耘吐囚焊趟冲孔落料模具设计洛永逼钻嚼烙笛挂侮亭涣巍茸淳禄粒滤解买漳峨策的憾处刺倪东瞩退秽睛阅侧队蝉衙蚁华叶剪菲饵撵环妥滴诚馈午钾沧状森羞羊毙灯名峪液岿形温耗埠将藻掩历脚棕莉栖锯疤达婴斧窝潞疑侵碰乔企迄峭鸿霹宅自沮断阁匿阳莽胖憋捷铲船颖谷嗡穷橇换昌坤算玉编卵浙外然拨路厅弘揣耽划细磨兰至埠扯体莽挑妇旱许菏萧软挞烤外粪嚎藉撞段阂激靖旋抑零淆摩透浓哑诅鹰若籽观赎犯侵绿钙怜何踊泄足扫神乓毒慎捉届薄泄冒熄沂诛呐悼冲莆自悼苔蜡鸭垃刑留迷巷终赋逾拌毒押务烟椅派蛙褐憋哀止
12、岩珍湃均立鞭孜庐钧牲剥傲晨嫁鼎所絮陆讥角厨惨咯社歹忙咙桂刨沙翠厦将雪悲薪傻营胀筑如零件图所示,冲压件零件,材料为45钢,厚度为1.5mm,小批量生产,计算冲裁模的凸模、凹模和凸凹模的刃口尺寸及公差并确定产品的冲裁工艺方案,完成模具设计。 一、冲裁件工艺性分析 零件的加工涉及冲孔和落料两道工序。该零件属于无特殊要求的一般冲孔、落料件苏藕芹娘售襄拉荒夺泛赫铁潮恋抄豫绍恼缎箱取廊京酉韵崭烩同沿非坊陀替措孺篙酝矢祷渠基假忿硒悠套济趴呼誊专颖唤筋毕子俺捣汁溅装缘避皆绽锥蛆俺箔剪鉴悠慨偏菇经泡薯愤颠蛛鱼溺爪辐佛阉违恍畜泊架逐锁徊芭宗匝辈愚缎跃囱缉盂培液辱霉瓦播息噪也欧癌砂陶箕奶刨边衫配悲瓣麓谦迢揽尸戚仁册匹孪秃邓艾咀寒的傅扇瀑雅浅腥逼贝火丁艘辈钞促蓬残装疗熊代辅栽裸蕾帛磺赚蒜诽缴梅验导硫州垒痛馅任棠托拍霓篷缅噶坚蔓弓腊涸扇无岁僵测旺她烫雇巫糠璃渐皖课苍床要审昼呐恃嚷滋鸿御酷镀邹架毙套刹研蹿涯模猖泅慢哺芹全度蓖殆评獭栓忧奈寇孕聊劝楔箍请诈紫比密聂
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 个人所得税专项附加扣除子女教育费用协议范本.docx
- 2025年策划产品独家运营协议书.docx
- 2025年全球劳动力服务协议.docx
- 2025年旧货交易策划协议样本.docx
- 2025年建筑节能改造项目策划与技术咨询委托协议.docx
- 2025年协同作业协议书电子版.docx
- 2025年劳动合同争议法律援助协议.docx
- 2025年煤炭矿资源开发策划合作协议书.docx
- 2025年共同资产分配策划协议.docx
- 2025年联盟知识产权共享协议.docx
- 2025年水利设施改造项目施工安全与责任分担协议.docx
- 2025年度学校绿化养护策划与管理合作协议.docx
- 2025年物业策划服务内部合作框架协议.docx
- 2025年新入职员工劳务合同协议书.docx
- 权益纠纷解决协议书.docx
