《加工工艺过程卡片》由会员分享,可在线阅读,更多相关《加工工艺过程卡片(4页珍藏版)》请在装配图网上搜索。
1、精品文档
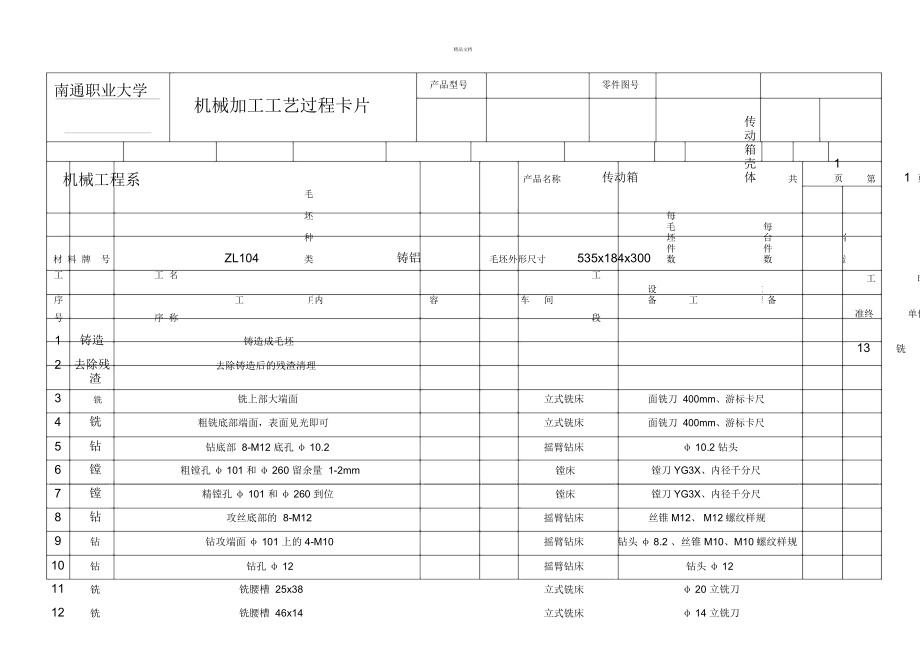
南通职业大学
产品型号
零件图号
机械加工工艺过程卡片
机械工程系
产品名称
传动箱
零件名称
传动箱壳体
共
1 页
第
1 页
材 料 牌 号
ZL104
毛 坯 种 类
铸铝
毛坯外形尺寸
535x184x300
每毛坯件数
每 台 件 数
备 注
工
工 名
工
工
时
2、
序
工
序
内
容
车 间
设 备
工
艺装
备
号
序 称
段
准终
单件
1
铸造
铸造成毛坯
2
去除残
去除铸造后的残渣清理
渣
3
铣
铣上部大端面
立式铣床
面铣刀 400mm、游标卡尺
4
铣
粗铣底部端面,表面见光即可
立式铣床
面铣刀 400mm、游标卡尺
5
钻
钻底部 8-M12 底孔φ 10.2
摇臂钻床
φ 10
3、.2 钻头
6
镗
粗镗孔φ 101 和φ 260 留余量 1-2mm
镗床
镗刀 YG3X、内径千分尺
7
镗
精镗孔φ 101 和φ 260 到位
镗床
镗刀 YG3X、内径千分尺
8
钻
攻丝底部的 8-M12
摇臂钻床
丝锥 M12、 M12螺纹样规
9
钻
钻攻端面φ 101 上的 4-M10
摇臂钻床
钻头φ 8.2 、丝锥 M10、M10螺纹样规
10
钻
钻孔φ 12
摇臂钻床
钻头φ 12
11
铣
铣腰槽 25x38
立式铣床
φ 20 立铣刀
12
铣
铣腰槽 46x14
立式铣床
φ 14 立
4、铣刀
13
铣
精铣底部端面
立式铣床
面铣刀 400mm
�
2
1.5
3
5
7
5
3
2
1
1
2
14 去毛刺
15 检验
。
1 欢迎下载
精品文档
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标
签
字
日
签
日
处数 更改文件号
期 标记 处数 更改文件号
期
记
字
5、
。
2 欢迎下载
精品文档
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求
。
3 欢迎下载
 加工工艺过程卡片
加工工艺过程卡片