 第4章热连轧机轧辊温度场及热凸度研究
第4章热连轧机轧辊温度场及热凸度研究

《第4章热连轧机轧辊温度场及热凸度研究》由会员分享,可在线阅读,更多相关《第4章热连轧机轧辊温度场及热凸度研究(22页珍藏版)》请在装配图网上搜索。
1、第4章 热连轧机轧辊温度场及热凸度研究 在热轧带钢生产中,实时变化的轧辊热凸度是影响带钢板形的重要因素。在带钢生产中,轧辊热交换十分复杂,包括带钢向轧辊传递热量,带钢与轧辊相对运动产生的摩擦热,轧辊与空气、集管冷却水以及与轧辊轴承的热交换等。因此,研究和开发高精度的轧辊温度场及热凸度模型具有十分重要的意义[148]。 4.1 传热学基本定律 传热的基本方式有三种:热传导、对流和辐射。在计算轧辊温度场及热凸度时需同时考虑上述三种传热方式[149,150]。 (1) 热传导的富立叶简化导热定律 热传导即物质内部或物质之间的热传递,在这里为轧辊层或段间节点之间的热交换。富立叶简化导热定律为
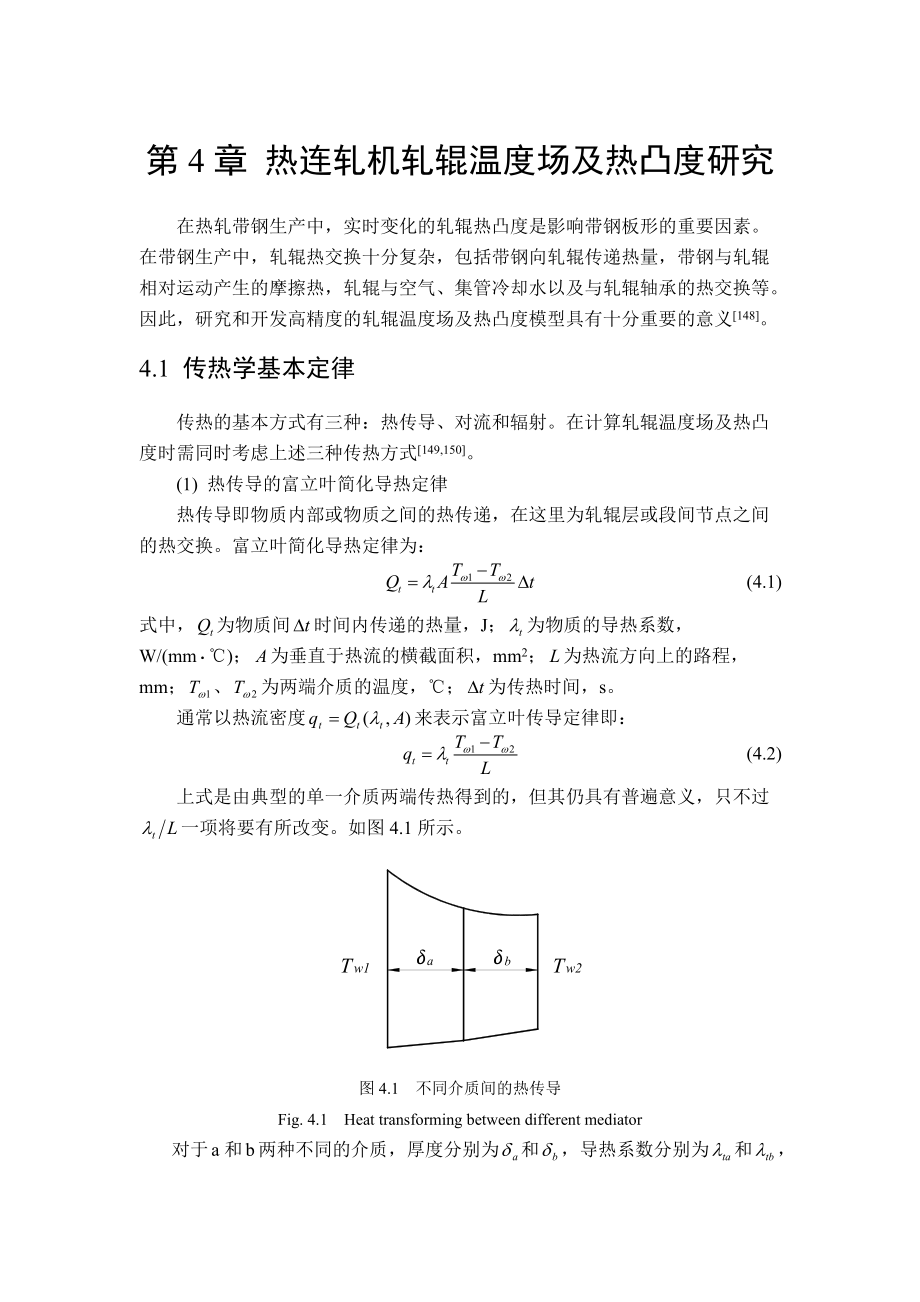
2、: (4.1) 式中,为物质间时间内传递的热量,J;为物质的导热系数,W/(mm℃);为垂直于热流的横截面积,mm2;为热流方向上的路程,mm;、为两端介质的温度,℃;为传热时间,s。 通常以热流密度来表示富立叶传导定律即: (4.2) 上式是由典型的单一介质两端传热得到的,但其仍具有普遍意义,只不过一项将要有所改变。如图4.1所示。 图4.1 不同介质间的热传导 Fig. 4.1 Heat transforming between different mediator 对于和两种不同的介质,厚度分别为和,导热系数分别为和,两种介质间的传热量为: (4.3
3、) 由式(4.1)可得: (4.4) (2) 对流传热的牛顿定律 对流传热是固体表面与其相邻的运动流体之间的换热方式。在这里为轧辊与其周围气体及冷却水之间的热量交换。对流传热用牛顿定律描述为: (4.5) 式中,为交换的热量,;为表面换热系数,W/(mm2℃);为流体与固体之间界面面积,; 为热量交换时间,;为流体与固体温差,℃。 根据牛顿冷却定律,可得冷却水与工作辊之间的热交换公式: (4.6) 式中,为i机架工作辊j单元由t到t+Δt时间内冷却水吸收的热量,J;为冷却水与工作辊表面换热系数,W/(mm2℃);为工作辊与冷却水接触部分占整个轧辊圆周的比例,一般取
4、0.6;为t时刻i机架冷却水的温度,℃;为t时刻i机架工作辊的j单元温度,℃;为单元长度,mm;为轧辊与冷却水热量交换时间,s。 同理,可得空气与工作辊之间的热交换公式: (4.7) 式中,为i机架工作辊j单元由t到t+Δt时间内空气吸收的热量,J;为空气与工作辊表面换热系数,W/(mm2℃),实际应用时取=10 W/(m2℃);为工作辊与空气接触部分占整个轧辊圆周的比例,一般取0.4;为t时刻i机架空气的温度,℃;为t时刻i机架工作辊的j单元温度,℃;为单元长度,mm;为轧辊与空气热量交换时间,s。 (3) 能量守恒定律 现设某个体系的质量不变,那么可借助能量守恒定律来描述该体
5、系的能量变化及其与周围介质的联系。此时,能量守恒定律可表示为: (4.8) 式中,为进入体系的所有形式的热量;为体系本身产生的热量,即内热源产生的热量;为流出体系的所有形式的热量;为体系内储能量的变化。 对于板带轧制过程,进入辊系的热量主要有金属向轧辊的热传导,假设轧辊不存在内热源项,即;项主要体现在轧辊温度的变化;项主要体现为轧辊与周围介质,例如与冷却水或空气的对流传热,故能量守恒定律可表示为: (4.9) 4.2 轧辊温度场及热凸度计算模型 有限差分格式的建立主要有两种方法:(1)从能量守恒观点出发建立差分格式的解法,这种方法被盐崎所采用;(2)从热传导方程出发建立差分
6、格式的解法,这种方法被有村所采用。第二种方法虽然数学概念清晰,但存在边界节点温度方程的截断误差与内节点不一致的问题,而且当采用非均匀网格时所得到的节点温度方程较复杂。而第一种方法,物理概念清晰,较易解决上述问题,特别是在处理热交换边界条件时存在极大的灵活性。 4.2.1 工作辊模型单元划分 轧辊温度场是一个三维非稳态系统。随着轧制过程的进行,轧辊轴向、径向和周向的温度都要发生变化,考虑到轧辊的回转周期与热凸度对轧制条件变化的响应时间相比为二阶小,可忽略轧辊在圆周方向的温度变化,这样就将复杂的三维温度场问题简化为轴对称问题。同时为简化计算还忽略了轧辊与带钢之间摩擦热和带钢的变形热。图4.2为
7、轧辊四分之一有限差分模型。 图4.2 工作辊单元划分 Fig. 4.2 Division of work roll elements 认为轧辊轴承处绝热,即轧辊与轴承不发生热传导。在半个轧辊辊身划分10段,在径向上划分4层。因为轧辊外层单元和高温带钢接触,是轧辊温度和热凸度变化敏感区,故采用非均匀单元划分法,轧辊由表及里,各层厚度逐渐增加。 4.2.2 轧制过程传热数学模型 4.2.2.1 无钢时的传热计算模型 (a) 轧辊水冷时传热计算模型 (1) 无钢水冷时轧辊的散热量 (4.10) 式中,为水冷时轧辊与水的散热传输参数,W/K;为水温,℃;为轧辊外层的温
8、度,℃;为轴向段数。 (2) 无钢水冷时轧辊的吸热量 (4.11) (b) 轧辊空冷时传热计算模型 (1) 无钢空冷时轧辊的散热量 (4.12) 式中,htres为待轧空冷时轧辊与空气的散热传输参数,W/K;为空气的温度,℃;为轧辊外层的温度,℃;为轴向段数。 (2) 无钢空冷时轧辊的吸热量同(4.11)式。 4.2.2.2 轧制过程轧辊水冷时传热计算模型 带钢轧制过程中,带钢与轧辊接触形式如图4.3所示。 图4.3 轧辊与带钢接触形式 Fig. 4.3 Contact fashion of roll and strip 轧辊各段与带钢接触状态可分为完全
9、接触段、部分接触段和非接触段3种形式。由于轧辊各段与带钢接触状态不同,轧辊各段传热计算模型也不同。 (a) 轧辊与带钢完全接触段传热计算模型 (1) 轧辊的散热量 (4.13) (2) 轧辊的吸热量 (4.14) 式中,为带钢设定温度,℃;为轴向段数;为冷却水的温度,℃;为冷却水温度的修正值,℃;为轧辊外层的温度,℃;为轧辊与带钢的热传输参数,W/K;为有钢时轧辊表层各段与冷却水之间热传输参数,W/K。 (b) 轧辊与带钢部分接触段传热计算模型 (1) 轧辊的散热量 (4.15) (2) 轧辊的吸热量 (4.16) 式中,为带钢设定温度,℃;为轴向段数;
10、为轧辊轴向段的长度,mm;为冷却水温度,℃;为冷却水温度修正值,℃;为轧辊外层温度,℃;为轧辊与带钢热传输系数,W/K;为有钢时轧辊表层各段与冷却水之间热传输参数,W/K;为无钢时轧辊各段与水的热传输系数,W/K;为轧辊轴向段与带钢接触轧辊长度,mm。 (c) 轧辊与带钢非接触段传热计算模型 (1) 空冷时非接触段传热计算模型 (4.17) (2) 水冷时非接触段传热计算模型 (4.18) 式中,为轧辊各段与空气的热传输参数,W/K;为轧辊各段之间及轧辊与水的热传输参数,W/K;为冷却水的温度,℃;为空气的温度,℃;为轧辊外层k段的温度,℃;为轴向段数。 4.2.2.3
11、轧辊径向单元之间的热传输模型 (4.19) 式中,为单位时间内轧辊散发的热量,W;为单位时间内轧辊吸热量,W;为轧辊第i层第k段交换的热量,W;为轧辊径向单元间的热传输系数,W/K;为轧辊外层的温度,℃;为轧辊第i+1层第k段的温度,℃;i为径向层数;为轴向段数。 4.2.2.4 轧辊轴向单元之间的热传输模型 (4.20) 式中,为轧辊第i层第k段轴向散热量,W;为轧辊轴向单元间的热传输系数,W/K;为轧辊外层的温度,℃;为轧辊第i+1层第k段的温度,℃;i为径向层数;为轴向段数。 4.2.3 轧辊轴对称温度场计算模型 轧辊温度场是求解轧辊热凸度的前提,即先从能量守恒观点
12、出发求解轧辊温度场。体系增加的热量使其内能发生变化,温度升高。根据式(4.9)求出轧辊温度变化。设温度变化率为,则在时间内,体积为的物体储能变化与温度变化之间的关系为: (4.21) 式中,为体系内储能量的变化;为物质密度,;c为物质比热,;为物体体积,;为时间间隔,;为温度变化率,。 由于对工作辊划分了单元并且温度变化的时间很短,可把上式写为: (4.22) 将式(4.9)带入式(4.22)可得: (4.23) 下面将以式(4.23)为基础,计算轧辊各层各段的温度变化。 轧辊单元热流如图4.4所示,流入单元热量为正,流出单元热量为负。 图4.4 单元热流图
13、 Fig. 4.4 Heat flow graph of elements (1) 0层0段轧辊温度变化量计算数学模型 (4.24) 式中,ftew[0]为第0层的单位热容,J/K;deltat为时间间隔,deltat=1.0s。 (2) 0段1~3层轧辊温度计算数学模型 (4.25) 式中,ftew[i]为第i层的单位热容,J/K。 (3) 0层1~9段轧辊温度变化量计算数学模型 (4.26) (4) 1~3层其余段轧辊温度变化量计算数学模型 (4.27) 式中,deltat为时间间隔,s;tstep为温度变化步长,3℃;dtmax为轧辊外面两层
14、各段温差的最大值,℃;ts1为上一次迭代计算轧辊温度变化累计时间,s;ts为轧辊温度变化的累计时间,s。 在轧辊温度场模拟计算中,用式(4.23)先求得轧辊在一定时间(给定初始值为1s)内的温度变化,再以3.0℃为温度变化步长计算整个轧制时间内轧辊温度变化。并判断轧辊温度变化累计时间ts是否超过整个轧制时间timex。若,则进行下一个温度步长计算,计算该步长内单元实际温度,直到,其中,时间步长为最外两层各段单元温度变化最大时所需时间;当剩余时间不足一个温度步长时,则计算在剩余时间结束后单元温差,直到轧辊温度计算结束。 4.2.4 相关热传递参数的确定 轧制时冷却液与工作辊间的热传递系数,
15、对工作辊温度场及热凸度影响很大。图4.5为国内某1250mm热连轧厂精轧机组工作辊冷却系统图。轧制过程中的轧辊热传递主要包括与空气的自然对流换热和与冷却水的强制对流换热。空气自然对流换热系数为=5~15W/(m2K)。 图4.5 轧辊冷却水系统分布图 Fig. 4.5 Diagram of work roll cooling system distribution 因为轧辊中部经常与高温轧件接触,为降低轧辊热凸度,通过增大冷却水流量的方法强化轧辊中部冷却。图4.6为轧辊冷却水喷嘴的布置图,图中各喷嘴倾斜角度皆为15。 (a) (b) (c) (d) 图4.6
16、 轧辊冷却水喷嘴分布图 Fig. 4.6 Cooling water nozzles distribution (a) 入口上喷水集管 (b) 入口下喷水集管 (c) 出口上喷水集管 (d) 出口下喷水集管 轧辊温度场和热凸度计算精确与否,主要依赖于边界条件的确定。研究表明:轧辊与冷却水的对流换热系数与水的压力、喷嘴与轧辊表面的距离、喷射角度以及喷射区内水量密度密切相关。 4.2.4.1 工作辊表层各段与冷却水热传递系数的确定 工作辊表层单元的轴向热传递系数并不是恒定的,在有钢轧制和无钢空过的状态下其热传递系数不同。 (1) 轧辊不与带钢接触或无钢时与冷却水间的对流换热系
17、数 轧辊中部 (4.28) 式中,aa0为水冷状态及单元位置对换热系数的影响系数;aa1为水冷状态及单元位置对换热系数的影响增益系数;rwc为轧辊与水的对流换热系数,W/(m2K);其值见表3.1;twd为轧辊直径,m;aew为轧辊单元长度,mm;fht为修正系数,取值为0.6;alp为带钢咬入角,弧度;dh为带钢压下量,mm;he为入口带钢厚度,mm;ha为出口带钢厚度,mm;Dw为工作辊直径,m。 轧辊其他位置: (4.29) 式中,aeep(m)为轧辊m段与轧辊中部距离,aeep[0]=aew/2,mm;htc(n)为不同水冷状态对热传递系数的影响系数;dprl(n)
18、为插值运算时的固定距离,mm;n为表层m段单元右端点坐标对应换热系数的宽度等级,0~8。 表4.1 各机架上轧辊与水的对流换热系数, W/(m2K) Table 4.1 Heat exchange coefficient between work roll and water, W/(m2K) n 1 2 3 4 5 6 rwc 16300 15000 14000 15000 10000 10000 (2) 轧辊与带钢接触段的热传导系数 轧辊中部 (4.30) 式中,aa0为水冷状态及单元位置对热传递系数的影响系数;aa1为水冷状
19、态及单元位置对热传递系数的影响增益系数;rwc为轧辊与冷却水间的对流换热系数,W/(m2K);其值如表4.1所示;twd为轧辊直径,m;aew为轧辊单元长度,mm。 轧辊其它位置 (4.31) 式中,aeep(m)为轧辊m段与轧辊中部距离,mm;htc(n)为不同水冷状态及单元位置的影响系数;dprl(n)为插值运算时固定的距离,mm;n为宽度等级。 4.2.4.2 轧辊与带钢间热传导系数的确定 轧辊与带钢间热传导系数按下式计算 (4.32) 式中,rstr为轧辊压扁半径,mm;dh为带钢压下量,mm;szu为活套包角引起的带钢与轧辊接触长度,mm;aew为轧辊单元长度;
20、alp为带钢咬入角,弧度;bz为轧辊与带钢接触时间,s;rstr为轧辊压扁半径,mm;vausi为轧辊线速度,m/s;dpct为插值计算时的固定时间,s;htfv为插值计算时与接触时间相关的热传递系数,W/(m2K);n为时间等级。 轧辊压扁半径的计算: (4.33) 式中,Dw为轧机工作辊直径,m;prf为预测轧制力,N;sw为带钢宽度,m;c为与轧辊材质相关的系数(Cr辊为0.0225,其他辊为0.0273),mm2/kN;为泊松比;为弹性模量,kN/mm2;dh为带钢压下量,mm。 轧辊与带钢接触长度的计算,对于第一个工作机架: (4.34) 对于最后一个工作机架:
21、 (4.35) 式中,alpe=alpp-alpg,度;alpg=alp180/p,度;alpp=2.5 对于中间工作机架: (4.36) 式中,skpa与skpe同上。 4.2.4.3 轧辊径向层间热传导系数的确定 (4.37) (4.38) (4.39) 式中,em[i]为工作辊各层单元中心点半径的计算,m;r,rg,rk,rkk为各层半径,mm;d[i]为工作辊各层单元与外侧相邻单元中点距离,m;coeff(i)为工作辊单元径向导热系数,其值见表4.2;am(i)为工作辊单元径向热传导率计算中间参数,W/(mK);aew为轧辊各段单元长度,mm;tr
22、l[i]为轧辊第i层的厚度,mm,如图4.7所示。 表4.2 轧辊各层换热系数, W/(m2K) Table 4.2 Heat exchange coefficient of each roll layer, W/(m2K) 层数 0 1 2 3 换热系数 44.4 38 21.6 21.6 图4.7 各层单元厚度及半径 Fig. 4.7 Elements thickness and radius of each roll layer 4.2.4.4 轧辊轴向段间热传导系数的确定 轧辊轴向段间热传导系数如下式所示: (4.40)
23、 (4.41) 4.2.4.5 轧辊各层单元热容的计算 第i层单元的单位热容为: (4.42) 式中,fff为轧辊比重kg/m3;shc为轧辊材料的比热,kJ/(kgK)。 4.2.4.6 轧辊与空气间热交换系数的确定 (4.43) (4.44) 式中,rac(i)为轧辊与空气热交换系数,为10.0W/(m2k);dr[i]为工作辊第i层单元厚度,mm。 4.2.5 轧辊热凸度计算模型 轧辊热膨胀可近似用下式计算: (4.45) 式中,为轧辊横截面内平均温度变化,℃;为轧辊线膨胀系数,10-3/℃;为泊松比;为轧辊即时温度,℃;为轧辊原始温度,℃。
24、对于轧辊的每层单元,根据式(4.45)可得轧辊热膨胀计算模型: (4.46) 式中,为轧辊初始温度;~分别为0、1、2和3层的半径,即为轧辊半径。 对于轧辊的每层单元是一个常数,由上式可得: (4.47) 根据上式可得轧辊各段热凸度计算模型: (4.48) 式中,为轧辊第i层第k段的温度,℃;为轧辊第k段热膨胀量,mm;为轧辊第k段的实际热膨胀量,mm;rt为轧辊温度,℃;timex为整个轧制过程时间,s;twd为工作辊的直径,m;dsoll为距离结束轧辊温度的计算时间,s;fcewtc为温度变化引起的断面膨胀面积,mmm;coeffpz(i)为轧辊第i层热膨胀系数
25、,10-3/℃,见表4.3。 表4.3 轧辊各层热膨胀系数coeff(i), 10-3/℃ Table 4.3 Heat expansion coefficient of each roll layer coeff(i), 10-3/℃ 层数(i) 0 1 2 3 Cr 辊 0.0117 0.0118 0.0120 0.0120 铸铁辊 0.0117 0.011 0.0102 0.0102 若考虑轧辊横移,那么轧辊中心相对于带钢左右参考点对应的辊身处的轧辊热凸度可用下式表示: (4.49) 式中,、分别为左右参考点热膨胀,mm;为轧辊中
26、心线处的热膨胀,mm;、为左侧参考点所在单元两侧节点的热膨胀,mm;、为左侧参考点所在单元两侧节点与轧辊中心线距离,mm;、为右侧参考点所在单元两侧节点的热凸度,mm;、为右侧参考点所在单元两侧节点与轧辊中心线距离,mm;、为左右侧参考点与工作辊中线的距离,mm;B为带钢的宽度,m;为参考点距带钢边部距离,mm。 4.2.6 轧辊温度场及热凸度计算流程 轧辊温度场及热凸度基本模型建立后,用C++语言编制了轧辊温度场及热凸度离线模拟计算程序,计算流程如图4.8所示。 图4.8 轧辊温度场及热凸度计算流程图 Fig. 4.8 Calculation flow chart o
27、f roll temperature field and thermal crown 4.3 轧辊表面温度及热膨胀实验 通过轧辊表面温度及热膨胀实验,将程序计算结果与实测数据进行比较,优化模型参数,提高模型精度。 4.3.1 实验步骤 现以F6为例,说明实验主要步骤: (1) 实验开始轧制第一卷带钢时,F6辊型即为磨床磨削后的初始辊型。为尽可能使轧制过程紧凑,并考虑到轧制时间对轧辊温度场及热凸度的影响,在实验开始约两个小时后,快速关闭F6机架冷却水,迅速抽出上下辊,保证轧制结束后轧辊冷却水作用F6任一轧辊的时间不超过3分钟。 (2) 将轧辊表面冷却水擦净,采用测温笔快速测量轧辊
28、表面温度,测量间距为50mm,方向与磨床磨削轧辊方向一致,同一轧辊沿不同路径测量两次,两次路径间的轧辊圆心角应接近180度。 (3) 测量F6冷却水温度及周围空气温度。 (4) 吊离轧辊,拆除轧辊轴承座,将轧辊固定在磨床上。在磨削前,采用步骤(2)的方法测量轧辊表面温度,但这两次测量路径需避开吊离轧辊时夹具与轧辊接触的区域。用磨床测量当前状态轧辊辊型曲线,间距为10mm。 (5) 吊离轧辊,安装轴承座,对轧辊进行3~4个小时水冷,冷却至室温。擦净辊辊身表面冷却水,采用步骤2的方法测量轧辊表面温度。 (6) 拆除轧辊轴承座,将轧辊固定在磨床上,用磨床再次测量辊型曲线,间距为10mm。
29、(7) 实验结束,整理如下文件:轧辊上机前辊型,下机后测量辊型及磨削前辊型数据文件及轧辊表面温度检测数据文件。 4.3.2 实验轧制规程 此实验共轧制101卷带钢。带钢宽度及出口厚度如图4.9所示,带钢宽度变化范围为1010~1020mm,出口厚度变化范围为2.5~4.0mm。 图4.9 带钢宽度与出口带钢厚度变化 Fig. 4.9 Variation of strip width and thickness at exit 4.3.3 实验结果 4.3.3.1 轧辊表面温度 图4.10为各架轧辊表面温度分布图。 图4.10 各架轧辊表面温度 Fig.
30、4.10 Roll surface temperature of different stand 图4.11为轧制结束后F6轧辊各层(第3层为轧辊表层)温度及表层实测温度。 图4.11 F6轧辊各层温度及表层实测温度 Fig. 4.11 Temperature of F6 roll layers and roll surface measurement 由图4.10可知,在轧制结束后,在相同的辊身位置F2表面温度最高,F6表面温度最低。F1~F6表面最高温度均发生在带钢与辊身接触中心区域。其最高温度分别为:86、90、88、88、83和79℃。 由图4.11可知,在F6
31、轧辊与带钢接触区域,轧辊温度由表及里逐渐降低;在与带钢非接触区域,轧辊温度由表及里逐渐升高。轧辊表面温度计算值与测量值吻合较好,在辊身相同部分,最大温差不超过3℃。 4.3.3.2 轧辊表面热膨胀 图4.12为F6轧辊表面热膨胀计算值与实测值。由图4.12可知,轧辊表面热膨胀计算值与实测值吻合较好。在距轧辊中心458mm位置处两者差值最大,为4μm。 图4.12 F6轧辊表面热膨胀计算值与实测值(半径方向) Fig. 4.12 Calculation and measurement of F6 roll surface expansion (in radius direct
32、ion) 图4.13为各架轧辊表面半径方向热膨胀示意图。由图4.13可知,在辊身相同部位,F2轧辊表面热膨胀值最大,F6轧辊表面热膨胀值最小。在带钢与轧辊接触端部区域,轧辊表面热膨胀值下降较明显。F1~F6轧辊表面中心最大热膨胀量分别为:92、96、89、87、80和77μm。 图4.13 各架轧辊表面热膨胀(半径方向) Fig. 4.13 Roll surface expansion of each stand (in radius direction) 图4.14为轧制每卷带钢时F2和F6轧辊表面中心热膨胀量。 图4.14 F2及F6轧辊表面中心热膨胀变
33、化(半径方向) Fig. 4.14 Roll surface middle expansion of F2 and F6 (in radius direction) 由图4.14可知,F2和F6轧辊表面中心热膨胀量变化规律大致相同。在整个轧制规程中,当轧制41卷带钢时,F2和F6轧辊表面中心热膨胀量达到最大,分别为101和80μm。在轧制42、56、67和78卷时轧辊表面中心热膨胀量下降较快,这是因为之前水冷时间较长的缘故。随着带钢卷数的增加,轧辊内部的温度场趋于平衡,轧辊表面中心热膨胀量也趋于稳定。 4.4 本章小结 (1) 采用有限差分法,建立了轴对称轧辊温度场及热膨胀数学模型,采用C++高级程序语言编制了离线模拟程序。 (2) 进行了轧辊热凸度实验,并与程序计算结果进行了比较,两者吻合较好,证明了所建立的轧辊温度场及热凸度模型具有较高的计算精度。 (3) 一个轧制周期结束后,F1~F6各架轧辊表面最高温度分别为86、90、88、88、83和79℃;轧辊表面中心热膨胀量分别为92、96、89、87、80和77μm。随着轧制带钢卷数的增加,轧辊表面热膨胀量变化趋于稳定。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 36个关键词详解2025政府工作报告
- 学习2025年政府工作报告中的八大科技关键词
- 2025年政府工作报告要点速览接续奋斗共谱新篇
- 学习2025政府工作报告里的加减乘除
- 深化农村改革党课ppt课件(20250305)
- 弘扬雷锋精神凝聚奋进力量学习雷锋精神的丰富内涵和时代价值
- 深化农村改革推进乡村全面振兴心得体会范文(三篇)
- 2025年民营企业座谈会深度解读PPT课件
- 领导干部2024年述职述廉述责述学述法个人报告范文(四篇)
- 读懂2025中央一号党课ppt课件
- 2025年道路运输企业主要负责人安全考试练习题[含答案]
- 2024四川省雅安市中考英语真题[含答案]
- 2024湖南省中考英语真题[含答案]
- 2024宁夏中考英语真题[含答案]
- 2024四川省内江市中考英语真题[含答案]
