 CA6140法兰盘工序卡片
CA6140法兰盘工序卡片

《CA6140法兰盘工序卡片》由会员分享,可在线阅读,更多相关《CA6140法兰盘工序卡片(13页珍藏版)》请在装配图网上搜索。
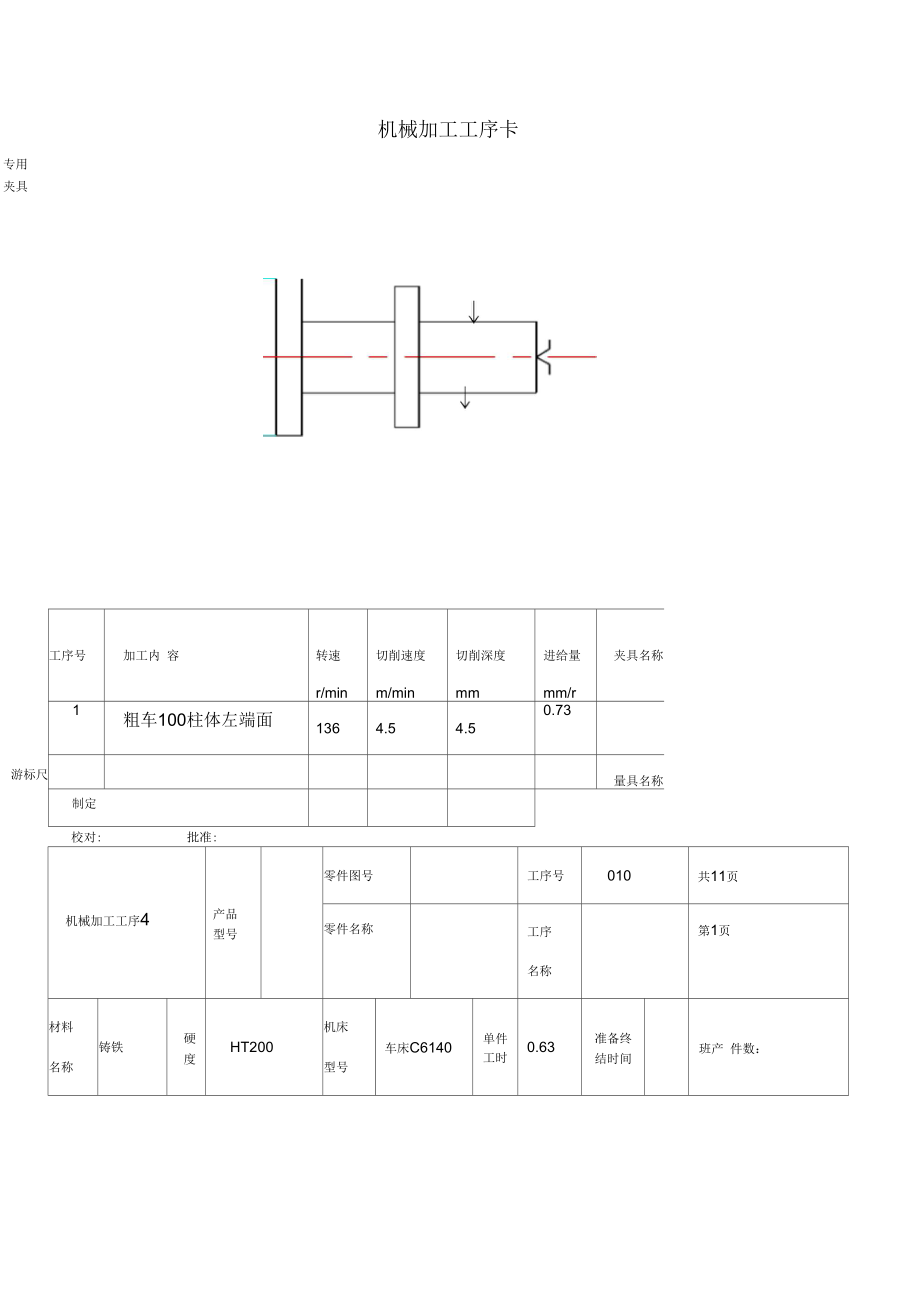
1、机械加工工序卡 工序号 加工内 容 转速 r/min 切削速度 m/min 切削深度 mm 进给量 mm/r 夹具名称 1 粗车100柱体左端面 136 4.5 4.5 0.73 量具名称 制定 校对: 批准: 专用 夹具 游标尺 产品 型号 零件图号 工序号 010 共11页 机械加工工序4 零件名称 工序 名称 第1页 材料 名称 铸铁 硬 度 HT200 机床 型号 车床C6140 单件 工时 0.63 准备终 结时
2、间 班产 件数: 机械加工工序卡 产品 型号 零件图号 工序号 020 共11页 机械加工工序」 、, 零件名称 工序 名称 第2页 材料 名称 铸铁 硬 度 HT200 机床 型号 车床C6140 单件 工时 准备终 结时间 班产 件数: 1 X-4t> - J—,— [_ (^=i C_J J > -一 ^ 『- ^21 匕 工序号 加工内 容 转速 r/min 切削速度 m/min 切削深度 mm
3、进给量 mm/r 夹具名称 专用 夹具 1 钻18孔 322 18 91 0.76 2 扩19.8孔 136 8.5 91 0.92 3 粗钱19.94 132 8.26 91 1.68 4 精校20 132 8.29 91 1.24 5 倒角(内孔左侧) 430 27 量具名称 游标尺 制定: 机械加工工序卡 产品 型号 零件图号 工序号 j 030 共11页 机械加工工序4 零件名称 工序
4、 j 名称 第3页 材料 名称 铸铁 硬 度 HT200 机床 型号 车床C6140 单件 工时 准备终 结时间 班产 件数: 1 .0X44 . 1 5X43 ・ 工序号 加工内 容 转速 r/min 切削速度 m/min 切削深度 mm 进给量 mm/r 夹具名称 专用 夹具 1 粗车左端面 136 38.4 4.5 0.73 2 粗车100右端面 136 42.7 4.5 0.73 3 斗■相车左端面 238 74.7 0.7 0.24 4
5、半精车100右端面 238 74.7 1.1 0.24 5 半精车90左端面 322 91 1.1 0.24 6 精车100左端面 322 101.1 0.8 0.23 7 粗车100外圆 183 57.5 2.1 0.76 8 粗车90外圆 183 51.7 2.1 0.76 9 粗车45外圆 322 45.5 0.55 0.52 10 半精车100外圆 322 101.1 0.55 0.28 11 半精车90外圆 280 91 0.28
6、 12 倒角(100) 238 74.7 13 倒角(90) 238 67 14 车过渡圆 430 量具名称 游标尺 制定 机械加工工序卡 工序号 3x2 n 7 ) 加工内 容 粗车。90右端面 半精车90左端面 精车90右端面 转速 r/min 136 322 322 切削速度 m/min 38.4 91.0 91.0 切削深度 mm 4.2 1.1 0.8 进给量 mm/r 0.73
7、 0.24 0.23 夹具名称 专用 夹具 产品 型号 零件图号 工序号 040 共11页 机械加工工序4 零件名称 工序 名称 第4页 材料 名称 铸铁 硬 度 HT200 机床 型号 车床C6140 单件 工时 准备终 结时间 班产 件数: 4 车3*2退力槽 322 50.6 3 0.41 5 粗车0 45外圆 322 45.5 2.175 0.52 6 半精车0 45外圆 550 77.7 0.5 0.28
8、量具名称 游标尺 制定 机械加工工序卡 产品 型号 零件图号 工序号 050 共11页 机械加工工序4 零件名称 工序 名称 第5页 材料 名称 铸铁 硬 度 HT200 机床 型号 车床C6140 单件 工时 准备终 结时间 班产 件数: 1 — . 31 7X45° 0 Z ( I •d 一 工序号 加工内 容 转速 r/min 切削速度 m/min 切削深度 mm 进给量 mm/r 夹具名称
9、专用 夹具 1 粗车0 45右端面 322 45.7 3.5 0.54 2 倒角(内孔右侧) 430 27 1 3 倒角(0 45右侧) 430 60.76 3.5 量具名称 游标尺 制定 机械加工工序卡 工序号 24 34 加工内 容 转速 r/min 切削速度 m/min 切削深度 mm 进给量 mm/r 夹具名称 专用 夹具 机械加工工序卡 产品 型号 零件图号 工序号 060 共11页 零件名称
10、工序 名称 第6页 材料 名称 铸铁 硬 度 HT200 机床 型号 铳床 单件 工时 X61W 准备终 结时间 班产 件数: 1 粗铳两侧面 980 255 3 0.14 2 精铳两侧面 83.6 47.5 0.55 0.08 量具名称 游标尺 制定: 机械加工工序卡 工序号 上三 29+(T5 加工内 容 转速 r/min 1700 切削速度 m/min 21 mm 切削深度 进给量 夹具名称 夹具 mm/r 0.2
11、 产品 型号 零件图号 工序号 070 共11页 机械加工工序d 零件名称 工序 名称 第7页 法二盘 材料 铸铁 硬 机床 独臂钻床 单件 准备终 班产 名称 度 HT200 型号 Z525 工时 结时间 件数: 2 4 座6孔 679 12.8 1 0.26 量具名称 游标尺 制定: 机械加工工序卡 产品 型号 零件图号 工序号 080 共11页 机械加工工序4 零件名
12、称 工序 名称 第8页 材料 名称 铸铁 硬 度 HT200 机床 型号 独臂钻床 Z525 单件 工时 准备终 结时间 班产 件数: 1 * |r vwr p J 二 1 1 1 — 1 r 7* 二 L 、1 r ra 1 ■ 5< — 匕 7 艮 \ 工序号 加工 内 容 转速 r/min 切削速度 m/mi
13、n 切削深度 mm 进给量 mm/r 夹具名称 专用 夹具 1 钻4*9孔 850 21.6 0.40 量具名称 游标尺 制定: 机械加工工序卡 产品 型号 零件图号 工序号 090 共11页 机械加工工序4 零件名称 工序 名称 第9页 材料 铸铁 硬 机床 万能外圆磨 单件 准备7 冬 班产 名称 度 HT200 型号 床 M114W 工时 结时1 可 件数: 匚I 0.8 工序号
14、 加工内 容 转速 r/min 切削速度 m/min 切削深度 mm 进给量 mm/r 夹具名称 专用 夹具 1 磨削外圆100 2670 2 磨削90外圆 2670 3 磨削45外圆 2670 量具名称 游标尺 制定 机械加工工序卡 产品 型号 零件图号 工序号 0100 共ii页 机械加工工序4 零件名称 工序 名称 第10页 材料 名称 铸铁 硬 度 HT200 机床
15、型号 万能外 圆 磨 床 M114W 单件 工时 准备终 结时间 班产 件数: 工序号 加工内 容 转速 r/min 切削速度 m/min 切削深度 mm 进给量 mm/r 夹具名称 专用 夹具 1 磨削B面 40 6.3 量具名称 游标尺 制定: 机械加工工序卡 机械加工工序卡 产品 型号 零件图号 工序号 olio 共ii页 零件名称 工序 名称 第ii页 材料 名称 铸铁 硬 度 HT200 机床
16、 型号 卧轴 矩台 平面 磨床 单件 工时 准备终 结时间 班产 件数: (M7112 ) 工序号 加工内 容 转速 r/min 切削速度 m/min 切削深度 mm 进给量 mm/r 夹具名称 专用 夹具 1 磨削90突台距离轴线 24mm的侧平面 10 0.01 量具名称 游标尺 制定: 四参考文献 1 .《机械制造技术基础》 吉林大学 于俊一、邹青主编,2006年1 月第一版,机械工业出版社。 2 .《机械
17、制造工艺学课程设计指导书》 哈尔滨工业大学赵家齐编, 2002年 6 月第二版,机械工业出版社。 3 .《金属切削机床夹具设计手册》 上海柴油机厂工艺设备研究编, 1984年 12月北京第一版,机械工业出版社。 4 .《金属切削手册》上海市金属切削技术协会编, 1984年4 月第二 版,上海科学技术出版社。 5 .《实用机械加工工艺手册》 陈宏钧主编, 2003年 7月第二版, 机 械工业出版社。 6 .《机械制造工艺设计手册》 哈尔滨工业大学 王绍俊主编, 1985 年 11 月第一版,机械工业出版社。 7 .《机械制造工艺学》 王启平 主编, 1995 年 11 月第二版, 机械工 业出版社。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025年水电工程运行维护管理合同示范文本.docx
- 2025年工程勘测设计合同模板.docx
- 2025年区域产品销售代理合同.docx
- 2025年经销商授权合同样本.docx
- 2025年员工住房资金借贷合同.docx
- 2025年轻钢建筑施工合同示例.docx
- 2025年网络推广托管合同.docx
- 2025年简明个人借款正式合同范例.docx
- 2025年房产按揭贷款合同范例.docx
- 2025年技术合同争议调解.docx
- 2025年电子版城市住宅租赁合同范本.docx
- 2025年简易转让合同协议书样本.docx
- 2025年投资顾问服务合同实例.docx
- 2025年经销合同模板.docx
- 2025年工业项目设计合同样本.docx
